Какой сварочный ток нужен для электрода 3. Как выбрать правильный режим ручной электродуговой сварки
Генератор сварочный относится к многофункциональным устройствам, преобразующим энергию вращения якоря в постоянный ток. Эту энергию можно направить на сварочные работы, а можно просто использовать сварочный генератор в качестве источника питания.
Сила тока при сварке
Сила тока при сварке зависит от диаметра электрода и толщины свариваемого изделия. Тем не менее, при регулировке тока сварки, в зависимости от применяемого электрода, можно использовать и упрощённый принцип: 1 миллиметр диаметра электрода умножаем на 35 ÷ 40 А сварочного тока...
Класс защиты по IP
У всех сварочных аппаратов в технической документации указан класс защиты, например IP21. И, естественно, возникает вопрос, а что это за класс защиты такой и от чего он, собственно, защищает? Класс защиты по IP - это класс защиты электрооборудования от внешних факторов по стандарту IEC-952.
Выбираем инвертор
Многих начинающих сварщиков занимает вопрос о том, как выбрать инверторный сварочный аппарат. Какой сварочный аппарат выбрать для дома. В этом нехитром деле имеет смысл обратить внимание на соотношение цены и качества, а не просто хвататься за то, что дешевле. При выборе сварочного инвертора учтите следующее...
Сварочный ток выбираем в зависимости от
Нет необходимости лишний раз говорить о важности качественных сварных соединений для всех без исключения монтажно-строительных работ, связанных с металлическими конструкциями. А чтобы обеспечить оптимальный результат, работнику следует неукоснительно соблюдать все параметры этого процесса.
Качество сварочных работ напрямую зависит от выбранного режима сварки.
Поскольку эффективный процесс напрямую зависит от связанных с ним технологических условий, очень важно сделать правильный выбор режима сварки. Рассмотрим его составляющие поподробнее.
Параметры режима сварки и их выбор
Чтобы надежно сварить детали какого-либо изделия, следует учесть целый комплекс условий, участвующих в процессе.
Чтобы выбрать самый подходящий , надо точно установить физико-химический состав металла, который подвергается сварке, толщину и конфигурацию заготовок, конструкцию сварочного соединения.

Знание совокупности этих условий даст возможность правильно подобрать диаметр электрода и величину тока сварки.
Поскольку всех значимых факторов достаточно много и они по-разному влияют на сам процесс, их разделили на основные и дополнительные параметры. Основные параметры включают следующие позиции:
- диаметр электрода;
- величина тока;
- род и полярность тока;
- длина дуги сварки;
- скорость электросварки;
- количество проходов.
Из этого перечня видно, что основные параметры режима сварочного процесса связаны с условиями и характером горения сварочной дуги. Дополнительные же параметры режима включают такие характеристики:
- длина электрода;
- наклон электрода;
- положение изделия при сварке;
- начальная температура свариваемого металла;
Рассмотрим некоторые наиболее важные из указанных позиций.
Взаимозависимость сварочного тока и диаметра электрода
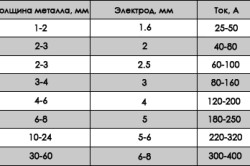
Диаметр зависит от толщины кромок свариваемых металлических деталей, а также от способа сварки и размеров сварочного шва. Например, если при сварке металлических уголков и тавровых профилей толщина металла равняется 3-5 мм, то работу выполняют электродами диаметром 3-4 мм, а при толщине заготовки 6-8 мм уже потребуются электроды диаметром 4-5 мм. Для получения качественного провара корня шва при сварке стыковых многопрофильных соединений первый проход делают электродом, диаметр которого не превышает 4 мм.
Режим сварки включает такое понятие, как характеристика силы тока. От нее зависит качество шва и производительность сварки. Указанный параметр определяется диаметром сварочного электрода. Как правило, соответствующее значение силы тока фиксируется на фабричной упаковке каждой конкретной марки сварочных электродов.
Примерное соотношение диаметра и тока сварки выглядит так:
- 1,5-2 мм – 30-45 А;
- 3 мм – 65-100 А;
- 3-4 мм – 100-160 А;
- 4 мм – 120-200 А;
- 4-5 мм – 150-200 А;
- 5 мм – 160-250 А;
- 6-8 мм – 200-350 А.
Сила тока зависит еще и от пространственного положения шва. Так, при вертикальном или потолочном расположении независимо от толщины металла рекомендуется применять проволоку диаметром не менее 4 мм. В то же время при горизонтальной сварке стандартные показатели силы тока советуют уменьшать на 15-20%.
Длина сварочной дуги
Выбор режима подразумевает правильный расчет длины сварочной дуги, которая также взаимосвязана с диаметром электрода. Под термином длины дуги понимают расстояние между кромкой свариваемого предмета и концом сварочного электрода. Данный параметр очень важен для качества сварочного соединения.
Наилучшего качества при сваривании металлических элементов можно добиться поддержанием равномерной дуговой длины на протяжении всей операции. Однако этого мало, надо еще определиться с оптимальным расстоянием. Считается, что для надежной сварки необходимо стабильно поддерживать короткую дугу, когда ее длина составляет не больше диаметра электрода. Как правило, такой режим работы присущ опытным сварщикам. Но и для них, и для новичков необходимо выдерживать следующую зависимость между электродным диаметром и длиной дуги:
- 1,5-2 мм – дуга 2,5 мм;
- 3 мм – дуга 3,5 мм;
- 3-4 мм – дуга 4 мм;
- 4 мм – дуга 4,5 мм;
- 4-5 мм – дуга 5 мм;
- 5 мм – дуга 5,5 мм;
- 6-8 мм – дуга 6,5 мм.
Скорость дуговой сварки

Выбор оптимальной скорости сварочного процесса находится в прямой зависимости от толщины металлической заготовки и толщины шва. А оптимальной она будет тогда, когда расплавленный металл электрода заполнит сварочную ванну таким образом, чтобы в месте ее сочленения с кромками металла свариваемого изделия образовался равномерный переход с возвышением без подрезов и наплывов.
В идеале необходимо придерживаться такой скорости движения, чтобы по своей ширине шов оказался в 1,5-2 раза больше диаметра электрода. При излишне медленном перемещении перед его движущимся наконечником будет накапливаться слишком много раскаленного металла. Он будет растекаться из ванны и мешать качественному провару стыка и образованию дефективного шва.
Если же слишком быстро проводить электрод вдоль стыка, рабочая зона не успеет в достаточной степени прогреться, это обязательно приведет к непроваренному соединению. После охлаждения такой шов может деформироваться и даже потрескаться.
Чтобы подобрать оптимальную скорость перемещения, рекомендуется ориентироваться на получение экспериментальным способом следующих параметров ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм.
Полярность и род электрического тока

Анализируя основные параметры процесса сварки, важно знать, как воздействует на конечный результат тот или иной способ подключения сварочного аппарата. От этого, в частности, зависит характер работы и выбор определенного металла.
На сегодняшний день большинство бытовых аппаратов дуговой сварки благодаря встроенным выпрямителям, будучи подключенным к источникам переменного тока, осуществляют постоянным сварочным током. При этом возможны прямой и обратный способы подключения электрода и металлической заготовки к полюсам.
Прямая полярность предполагает подключение детали к зажиму «+», электрода – к зажиму «-». Обратная полярность характеризуется подключением детали к зажиму «-», а проволоки – к зажиму «+». При этом всегда следует помнить, что полюс со знаком «+» генерирует заметно больше тепла, чем полюс со знаком «-». Качественные параметры режима меняются с изменением полярности и характеризуются следующими особенностями:
- При прямой полярности. Осуществляется при глубоком проплавлении металла основы. Возможно использование проволоки с кальциево-фтористым покрытием для сварки низко- и среднеуглеродистых сталей (толщина – более 5 мм), сваривается чугун.
- При обратной полярности. Выполняются сварочные работы с ускоренным плавлением электрода. Обработка низкоуглеродистых и низколегированных сталей, сварка конструкций из тонкого листа.
Наклон и длина электрода
Положение рабочего элемента сварочного аппарат относительно стыка свариваемых металлических деталей влияет на глубину и ширину сварочного шва. Обычно сварочные операции проводят, держа электрод в целом вертикально, наклоняя его по отношению к направлению проводки несколько вперед или немного назад.
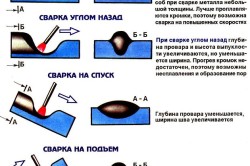
Сварка проводится только углом вперед, если электрод держится сварщиком под углом, меньшим 90 °. Выбор такого способа ведет к тому, что глубина проплавления металлической заготовки в значительной степени уменьшается, а ширина шва возрастает. Это происходит из-за происходящего в данном случае вытеснения металла, расплавленного электродом, в переднюю часть сварочной ванны.
Если наклон электрода выбран большим, чем 90 °, то заготовки свариваются исключительно под углом, направленным назад. В этом случае, как нетрудно предположить, расплавленный металл убирается в хвостовую (заднюю) часть ванны. Данный режим сварки обеспечивает существенное увеличение проплавливаемой глубины с одновременным уменьшением ширины шва.
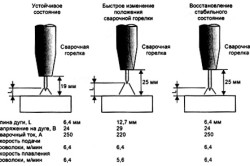
Что касается длины (вылета) электрода, применяемого в работе, то от указанного фактора непосредственно зависит скорость и степень его нагревания. В частности, чем больше соответствующая длина рабочего элемента, тем в большей мере он нагревается и быстрее расплавляется.
Это ведет к уменьшению силы тока и уменьшению глубины провара. Например, если сварщик применяет в работе проволоку диаметром в 1-2,5 мм, то изменение вылета электрода на 6-8 мм может стать причиной плохо сформированного шва. Однако если будет использована проволока диаметром более 3 мм, то такие же показатели вылета практически никак не повлияют на характер шва.
Наклон изделия, подвергаемого сварке
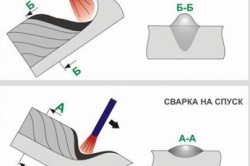
При производстве сварочных работ на спуск (по направлению сверху вниз) под основанием дугового столба происходит утолщение слоя расплавленного металла. Из-за этого уменьшается глубина провара, но увеличивается ширина шва, растет блуждание сварочной дуги. Если сварка происходит в обратном направлении (снизу вверх), то слой расплавленного металла под дугой становится меньше.
Для того чтобы добиться нормально сформированного сварочного шва, в процессе ручной дуговой сварки рекомендуется наклонять само изделие под углом в 8-10 °. Если угол наклона окажется большим, а электрод проводится на спуск, из-под основания дуги будет подтекать жидкий расплавленный металл. При таком же угле наклона изделия, но с поднимающейся сваркой, возникают непровары, а также подрезы на шовных кромках.
Стоит отметить, что сварку на спуск используют при производстве круговых швов (например, на трубах или различных круглых сосудах). В этом случае значительно снижается риск образования прожогов металла, сварочный шов формируется наилучшим образом и устраняется опасность вытекания расплавленного металла из сварочной ванны.
Таким образом, узнав особенности основных и дополнительных параметров сварочного режима, исполнитель сможет оптимально настроить свой аппарат для максимально эффективной, удобной и безопасной работы.
Благодарим за отзыв
Режимы ручной сварки. Для получения качественного сварного шва нужно правильно выбрать режим сварки, определяемый диаметром электрода, величиной сварочного тока и длиной дуги.
Диаметр электрода выбирают в зависимости от толщины металла и типа сварного соединения. При этом можно руководствоваться ориентировочно следующими данными:
Величина сварочного тока зависит от толщины свариваемого металла, типа соединения, скорости сварки, положения шва в пространстве, толщины и вида покрытия электрода, его диаметра. Практически величину сварочного тока при сварке электродами из малоуглеродистой стали можно определять по формуле
Величина сварочного тока влияет не только на глубину провара, но и на форму шва. При ширине шва, равной 3-4 диаметрам электрода, форма шва наиболее благоприятна.
Длина дуги существенно влияет на качество шва: чем короче дуга, тем выше качество наплавленного металла. Длину дуги определяют по формуле
где d - диаметр электрода, мм.
Обычно сварку ведут при токах свыше 50 А. При величине сварочного тока более 100 А напряжение горения дуги зависит только от длины дуги и определяется по формуле
где α - коэффициент, характеризующий падение напряжения на электродах (при стальных электродах α = 10/12, при угольных α = 35/38; β - коэффициент, характеризующий падение напряжения на 1 мм длины столба дуги; β = 2,0-2,5.
Напряжение зажигания дуги для постоянного тока равно 40-60 В; для переменного 50-70 В.
Производительность сварки зависит от затрачиваемого времени и диаметра электрода. Полное время определяют по формуле
где t 0 - основное время горения дуги, ч; - коэффициент загрузки сварщика, равный 0,4-0,8 в зависимости от вида производства и характера выполняемой работы.
Основное время горения дуги можно определить по формуле
где Q - количество наплавленного металла, г; I - сварочный ток, A; H - коэффициент наплавки, т. е. количество электродного металла в граммах, наплавленное в течение I ч, приходящееся на 1 А сварочного тока с учетом марки электрода, потери металла на угар и разбрызгивание; для тонкообмазанных электродов H = 7-8 г/А×ч, а для толстообмазанных H = 10-12 г/А×ч и выше.
Массу наплавляемого металла определяют по формуле
где P - коэффициент расплавления (8-14 г/А×ч); I - сварочный ток, А.
Скорость сварки
где L - длина шва, м.
Расход электродов (на угар, разбрызгивание и огарки) составляет до 25% всей массы электродов. Расход электроэнергии при ручной сварке на постоянном токе составляет 7-8 кВт×ч/кг, а на переменном - 3,5 кВт×ч/кг наплавленного металла.
Оборудование рабочего места для ручной сварки состоит из сварочного аппарата постоянного или переменного тока, сварочного стола, стеллажа, предохранительного щитка, электродержателя и различных сборочно-сварных приспособлений. Рабочий пост сварщика находится в изолированной кабине, снабженной приточно-вытяжной вентиляцией.
Техника ручной сварки. Дугу можно возбудить двумя способами: прикосновением торца электрода к свариваемому изделию с последующим его отводом на расстояние 3-4 мм; быстрым боковым движением электрода по направлению к свариваемому изделию с последующим отводом (подобно зажиганию спички). Прикосновение электрода к изделию должно быть кратковременным: иначе он приваривается к изделию.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и обеспечивает получение высококачественного сварного шва, так как расплавленный металл быстро проходит воздушный промежуток и меньше окисляется и азотируется. Для правильного формирования шва при сварке плавящимся электродом его необходимо держать наклонно по отношению к поверхности свариваемого металла (под углом 15-20° от вертикали). Изменяя угол наклона электрода, можно регулировать глубину расплавления основного металла и влиять на скорость сварки и охлаждения наплавленного металла.
При сварке тонких листов накладывают шов в виде узкого валика (шириной 0,8-1,5 диаметра электрода). При сварке толстых листов применяют уширенные валики. При таких швах конец электрода совершает три движения: поступательное вдоль оси электрода, поступательное вдоль линии шва и поперечно-колебательные движения. Последние улучшают прогрев кромок шва, замедляют остывание ванны наплавленного металла, устраняют непровар и обеспечивают получение однородного шва. Схема различных колебательных движений конца электрода показана на рис. 1.
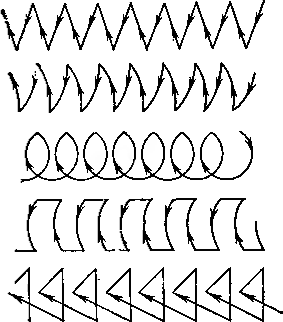
Рис. 1. Схема движения электрода при ручной электродуговой сварке
Сварку встык без разделки кромок (рис. 2, а) производят преимущественно сквозным проплавлением с одной стороны шва. В этих случаях рекомендуется применять подкладки (стальные, медные). Иногда, если возможно, шов подваривают узким валиком с обратной стороны.
При сварке встык шва с V-образной разделкой (рис. 2, б, дугу зажигают вблизи скоса кромок и наплавляют валик металла. В зависимости от толщины листа и диаметра электродов шов выполняют за один или несколько проходов.
При многослойной сварке каждый слой тщательно очищают. Число слоев определяют исходя из диаметра электрода. Толщина слоя равна (0,8/1,2)d эл.
Для сварки Х-образных швов (рис. 2, е) с целью уменьшения деформации слои накладывают попеременно с обеих сторон разделки.
При образовании углового шва (рис. 2, г, д) электрод ставят под углом 45° к поверхности детали. Применяя повышенные величины тока (во избежание непровара шва), обе свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° (сварка в лодочку, рис. 2, е).
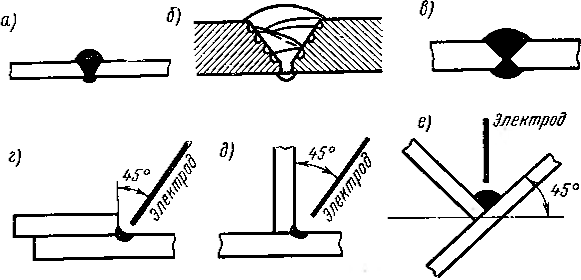
Рис. 2. Схема наложения валиков для стыковых и угловых швов
При сварке горизонтальных швов на вертикальной плоскости (рис. 3, а) разделку дают лишь верхнему листу, дугу возбуждают на нижней кромке, затем постепенно переходят на скошенную верхнюю кромку.
Вертикальные швы сваривать труднее вследствие стекания расплавленного металла вниз. Для уменьшения стекания металла работу ведут короткой дугой и в направлении снизу вверх (рис. 3,6), за исключением листов с толщиной до 1,5 мм.
Сварку потолочных швов (рис. 3, в) производят очень короткой дугой (короткое замыкание электрода на деталь). Применяют электроды с тугоплавкой обмазкой, которая образует вокруг электродов «втулочку», содержащую направленный газовый поток, удерживающий электродный металл.
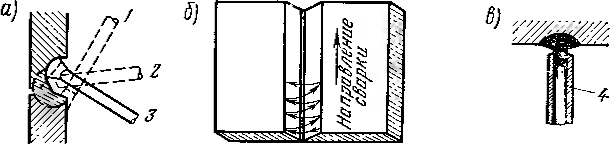
Рис. 3. Схематическое изображение работы при сварке различных швов: 1, 2. 3 - положение Электрода; 4 - обмазка
Увеличение длины дуги до 6-10 мм не оказывает заметного влияния на качество сварного шва. При сварке угольным электродом на постоянном токе прямой полярности расход этого электрода незначителен; при работе на обратной полярности может происходить науглероживание металла.
Для изделий с отбортованными кромками при толщине листов 3 мм сварку угольным электродом производят без присадочного материала, а для изделий из листов толщиной более Змм - с подачей присадочного прутка в дугу.
Кроме дуги прямого действия можно пользоваться дугой косвенного действия. В этом случае применяют два угольных электрода, укрепленных в специальном держателе.
Производительность сварки угольным электродом без присадки металла при толщине стали 1-3 мм достигает 50-60 м/ч. Диаметр угольного электрода изменяется в пределах 10-25 мм при величине тока 200-600 А.
Прогрессивные методы ручной сварки. Применение новых скоростных методов позволяет повысить коэффициент использования сварочного поста и резко увеличить производительность ручной сварки. Важнейшими технологическими приемами скоростной сварки являются: сварка с глубоким проплавленном, сварка спаренным электродом, пучком электродов, многоэлектродная сварка, сварка трехфазной дугой лежачим электродом и т. д.
Сварка глубоким проплавлением (проваром) (рис. 4, а) повышает производительность на 150-200%. Электроды покрывают качественным покрытием 1 (обмазкой) с более высокой температурой плавления, чем у металла электродного стержня 2. Расплавившийся металл 3 находится внутри сбмазки 4, имеющей вид конусной втулочки, опирающейся на поверхность свариваемого изделия 5. Эта втулочка предохраняет от короткого замыкания, облегчает ведение процесса, позволяет лучше использовать тепло дуги и обеспечивает более глубокий провар.
При сварке спаренным электродом два Электрода соединяют вместе так, чтобы один оказался длиннее другого на 30-40 мм; к длинному стержню подводят ток. Затем на электроды наносят общий слой покрытия (обмазки). Дуга образуется между длинным стержнем и изделием, а короткий стержень расплавляется за счет избыточного тепла дуги.
Разновидностью сварки спаренным электродом является сварка пучком электродов (3-4 шт.). При определении величины тока принимается суммарный диаметр пучка электродов, т. е.
Схема сварки пучком электродов показана на рис. 4, б. При возбуждении дуги ток сначала проходит через первый электрод, затем через второй, третий и т. д.
Разновидностью этого спогоба является многоэлектродная наплавка блуждающей дугой (рис. 4, в). Несколько электродов собирают в один ряд в виде частой гребенки. Ток подводят одним полюсом к изделию, а другим ко всем электродам. Дуга под слоем флюса перемещается от одного электрода к другому или одновременно горит от нескольких электродов; при этом основной металл проплавляется незначительно. В процессе сварки электроды и флюс подают автоматически.
Сварка трехфазной дугой (рис. 4, г) по сравнению со сваркой однофазной дугой повышает производительность в два-три раза, уменьшает расход электроэнергии примерно на 25% и обеспечивает более глубокий провар свариваемых изделий. Первые две фазы источника тока 1 подключают отдельно к двум параллельным электродам 2, имеющим толстую обмазку; третью фазу подключают к изделию 3. При замыкании образуются три дуги 4. Они обеспечивают стабильность и надежность процесса сварки.
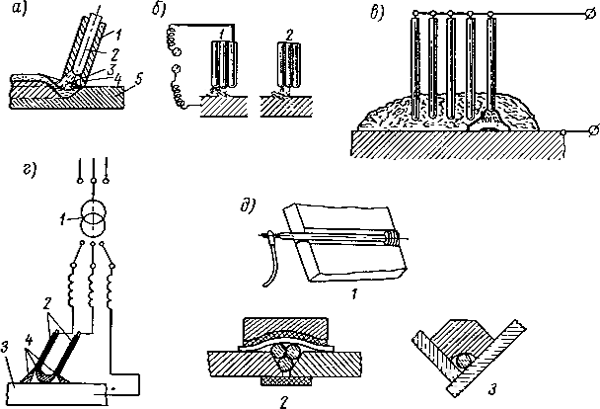
Рис. 4. Скоростные методы ручной спарки: а - сварка глубоким проваром; б - сварка пучком электродов; в - многоэлектродная сварка под слоем флюса; г - сварка трехфазной дугой; д - сварка лежачим электродом: 1 - сварка в стык одним электродом; 2 - сыарка в стык пучком электродов; 3 - сварка таврового соединения
К скоростным методам можно отнести сварку лежачим электродом (рис. 4, д). Электрод с качественным покрытием или пучок электродов укладывают в разделку кромок деталей при стыковом соединении 1, 2 или в угол при тавровом соединении 3. Сварку лежачим электродом можно вести на постоянном и переменном токе, но лучшие результаты дает сварка на постоянном токе прямой полярности. Ток подводят к электроду и изделию.
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки — рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2-2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги: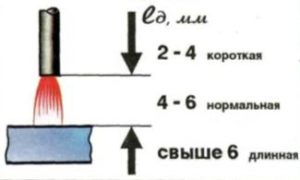
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
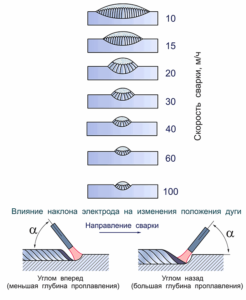
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?

Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться «с прямой
полярностью». Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет их хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере ч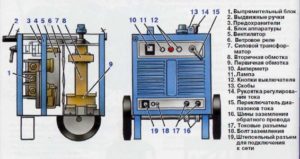 ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
Под режимом сварки понимают совокупность факторов, определяющих протекание процесса сварки. Эти факторы называются элементами режима. Основными элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется величина поперечного перемещения конца электрода. Остальные факторы — вылет (длина) электрода, свойства покрытия, начальная температура металла, наклон электрода и основного металла, — являются дополнительными элементами режима сварки.
Влияние элементов режима сварки на размеры и форму шва.
Размеры шва и форма провара не зависят от типа шва (валиковый шов, угловой, стыковой, сварка без разделки и зазора, сварка с разделкой и зазором), а определяются в основном режимом сварки. Основным показателем формы шва является коэффициент формы провара, представляющий отношение ширины шва к глубине провара. При дуговой сварке и наплавке он может изменяться в широких пределах — от 0,8 до 20. Уменьшение ширины шва и увеличение глубины провара уменьшает коэффициент формы провара, а противоположное изменение этих величин — увеличивает его.
В ел и ч и н а т о к а. Увеличение тока увеличивает, а уменьшение— уменьшает глубину провара. При глубине провара более 0,7—0,8 толщины металла резко изменяются условия отвода тепла от нижней части сварочной ванны и может произойти сквозное проплавление металла. Чем больше плотность металла (чем тяжелее металл), тем больше провар при данном токе. На ширину шва величина тока почти не оказывает влияния.
Род и полярность тока. При сварке постоянным током прямой полярности глубина провара меньше на 40—50%, а при сварке переменным током — меньше на 15—20%, чем при сварке постоянным током обратной полярности. Ширина шва при сварке постоянным током прямой полярности меньше, чем при сварке постоянным током обратной полярности и переменным током. Изменение ширины шва становится заметным при более высоких напряжениях дуги (свыше 30 в).
Диаметр электрода. Уменьшение диаметра при том же токе повышает плотность тока в электроде и уменьшает подвижность дуги, что увеличивает глубину провара и сокращает ширину шва. Соответственно, при уменьшении диаметра электрода глубина провара возрастает; ширина же шва с увеличением диаметра электрода увеличивается за счет повышения подвижности дуги. Заданная глубина провара может быть достигнута и при меньшем токе за счет уменьшения диаметра электрода, однако это вызывает затруднения вследствие повышенного разогрева электрода малого диаметра.
Напряжение дуги почти не оказывает влияния на глубину провара, но влияет на ширину шва. При возрастании напряжения ширина шва увеличивается, при снижении напряжения — уменьшается, что широко используется при механизированных способах сварки для регулирования ширины шва особенно при наплавке.
При ручной сварке напряжение изменяется незначительно (от 18 до 22 в), что не оказывает практического влияния на ширину шва.
Скорость сварки. При малых скоростях ручной сварки, составляющих 1 —1,5 м/ч, глубина провара получается минимальной, так как в этом случае интенсивность вытеснения жидкого металла сварочной ванны из-под основания столба дуги невелика. Образующийся у основания дуги слой жидкого металла препятствует проплавлению основного металла. Повышение скорости сварки до некоторого значения, соответствующего максимальной погонной энергии дуги, увеличивает глубину провара. Для практических пределов применяемых при сварке режимов скорость сварки незначительно влияет на глубину провара.
Ширина шва зависит от скорости сварки: увеличение скорости уменьшает, а уменьшение скорости — увеличивает ширину шва. Это соотношение сохраняется при всех скоростях сварки и широко используется в практике для регулирования ширины шва.
Поперечное перемещение электрода сильно влияет на глубину провара и ширину шва, поэтому его широко используют при ручной сварке для регулирования формы шва. Увеличение ширины поперечных перемещений конца электрода увеличивает ширину шва и уменьшает глубину провара, и наоборот. Это связано с соответствующим изменением концентрации тепла дуги на металле.
Длина (вылет) электрода. При увеличении длины электрода (или его вылета) он больше нагревается и скорость плавления его возрастает, что приводит к уменьшению тока и глубины провара. Если диаметр проволоки более 3 мм, изменение вылета ±6—8 мм не оказывает влияния на формирование шва. Если используется проволока диаметром 1—2,5 мм, указанные колебания вылета могут ухудшать формирование шва.
Физические свойства покрытия или флюса. При использовании легкого флюса и электрода с легкоплавким покрытием подвижность дуги увеличивается, возрастает ширина шва и сокращается глубина провара. При повышении толщины слоя или тугоплавкости покрытия на конце электрода образуется чехольчик, ограничивающий подвижность дуги, что приводит к уменьшению ширины шва и увеличению глубины провара.
Начальная температура металла в пределах от — 60 до +80° С не влияет на форму шва. Подогрев основного металла до 100—400° С приводит к увеличению ширины шва и глубины провара, причем быстрее растет ширина шва, чем провар. Предварительным подогревом свариваемого металла объясняется увеличение ширины верхних слоев при многослойной сварке и наплавке.
Наклон электрода. Сварку ведут вертикальным электродом, с наклоном углом вперед и углом назад (относительно направления сварки). При сварке углом назад дуга сильнее вытесняет металл из ванны и глубина провара возрастает, а ширина шва уменьшается. При сварке углом вперед давление столба на поверхность металла снижается, что уменьшает глубину провара
и увеличивает ширину шва по сравнению со сваркой вертикальным электродом.
Наклон изделия. При сварке сверху вниз (на спуск) растет толщина слоя жидкого металла под основанием столба дуги и глубина провара от этого уменьшается; увеличивается блуждание дуги и ширина шва возрастает. При сварке снизу вверх (на подъем) толщина слоя жидкого металла под дугой уменьшается, глубина провара возрастает, а ширина шва уменьшается, так как дуга блуждает меньше. Для нормального формирования шва при ручной сварке угол наклона должен быть 8—10°. При большем угле и сварке на спуск происходит подтекание жидкого металла из-под основания дуги, а при сварке на подъем — появляются непровары и подрезы по кромкам шва. Сварка на спуск применяется при выполнении круговых швов (труб, сосудов). Это снижает опасность прожогов, улучшает формирование шва и предупреждает стекание жидкого металла ванны.
Выбор режима сварки. Режим сварки (тип и марку электрода, диаметр его стержня, род, полярность, напряжение, величину тока) выбирают в зависимости от вида, толщины свариваемого металла и конструкции сварного соединения. Определив условия сварки, обеспечивающие получение высококачественного сварного соединения, выбирают диаметр электрода (проволоки) и величину сварочного тока.
Диаметр проволоки электрода выбирается в зависимости от толщины свариваемого металла. Для стыковых швов можно принимать:
При большом диаметре электрода повышается производительность сварки, но возможно проплавление свариваемого металла, затрудняется выполнение швов в вертикальном и потолочном положениях, возможен непровар корня шва. Поэтому первый слой многослойного шва всегда сваривается электродом диаметром 4—5 мм, за исключением швов с U-образной подготовкой, где весь шов можно сваривать электродами одного (максимально допустимого) диаметра.
Вертикальные и потолочные швы свариваются электродами диаметром не более 5 мм; сварщики высокой квалификации могут такие швы сваривать электродами диаметром 6 мм. Прихваточные швы и наплавка валиками небольшого сечения выполняются электродами диаметром не более 5 мм.
Сварочный ток выбирается в зависимости от диаметра электрода и марки электродного покрытия. В табл. 5 были приведены рекомендуемые величины тока для электродов различных марок.
Если ток мал, то в сварочную ванну будет поступать недостаточно тепла и возможно несплавление основного и наплавленного металла (непровар), резко понижающее прочность сварного соединения. При слишком большой величине тока весь электрод, спустя некоторое время после начала сварки, сильно разогревается, его металл начинает быстрее плавиться и стекать в шов. Это создает излишек наплавленного металла в шве и также связано с опасностью образования непровара в случае попадания жидкого электродного металла на нерасплавленный основной металл.
При выборе величины тока для сварки встык низкоуглеродистой стали в нижнем положении можно пользоваться формулой акад. К. К. Хренова
где I св — сварочный ток, а;
d — диаметр металлического стержня электрода, мм.
При толщине металла менее 1,5 d ток уменьшают на 10—15%, а при толщине более 3 d — увеличивают на 10—15% по сравнению с полученным по формуле. При сварке на вертикальной плоскости ток уменьшают на 10—15%, а при сварке потолочных швов — уменьшают на 15—20% по сравнению с током, выбранным для сварки в нижнем положении металла той же толщины.
Для сварки соединений внахлестку и тавровых можно применять больший ток, гак как в этом случае опасность сквозного проплавления меньше.
Администрация Общая оценка статьи: Опубликовано: 2011.06.01



