Сварочный аппарат для пп труб. Как выбрать аппарат для сварки полипропиленовых труб. Обзор, технические характеристики. Эксплуатация сварочных аппаратов.
Монтаж полипропиленовых труб своими руками - задача, посильная для всякого, кто обладает мало-мальским навыком физической работы.
Высокая надежность сварных соединений позволяет производить скрытый монтаж трубопроводов - с заделкой в конструкцию здания. Это создает дополнительные преимущества с точки зрения дизайна помещений.
Эти зажимы быстро освобождаются и позволяют быстро извлекать трубу после сварки. Выравнивание полностью выполнено из стали; состоит из центральной позиционирующей пластины и осей для крепления труб. Чтобы забронировать прокат через портал, регистрация необходима на веб-сайте, который является простым и бесплатным и должен быть выполнен только в первый раз. Все транзакции, сделанные на портале, не подразумевают Нет обязанности нанимателя. «Программное обеспечение»: будущее кодирование. Все фитинги оснащены ярлыком штрих-кода, который содержит всю информацию, необходимую для изготовления сварки.
Некоторые общие правила сварки пластиковых труб
Существует два способа соединения пластмассовых труб - враструб и встык. Независимо от способа соединения, при сварке полипропиленовых труб необходимо придерживаться определенных правил, без соблюдения которых высокая прочность шва не может быть гарантирована.Хорошо свариваться могут только термопласты одного химического состава, т.е. трубы ПП типа 3 должны соединяться с трубами и фитингами из ПП типа 3. В этом случае при нагреве до определенной температуры, изделия имеют одинаковую текучесть, обеспечивающую качественное соединение. При условии одинаковой марки труб, их цвет значения не имеет. Он определяется очень малым количеством химически нейтрального пигмента, не оказывающего влияния на свариваемость.
Выбираем ручное устройство для применения в быту
Время сварки автоматически определяется в зависимости от температуры окружающей среды. Специальный тепловой зонд помещается вдоль сварочной проволоки. Простой, безопасный и быстрый Ручка ручка как карандаш и слегка поместите его под этикеткой. Затем проведите оптическое перо быстро и непрерывно на всей поверхности этикетки, слегка надавив немного за края. Чтение можно сделать слева направо и справа налево. В случае отказа оптического пера можно управлять.
Возможность хранения данных сварки. Съемный электрический резак с реверсивными лезвиями, микровыключателем и предохранителем. Полный электрогидравлический блок управления с регулированием давления, байпаса и аккумулятора. Оснащен рычагом смещения, который в дополнение к выполнению движения действует по шкале, показывающей значения пайки сварочной трубки.
Свариваемые части труб и инструмент должны быть чистыми. Особенно отрицательно сказывается на качестве соединения наличие на поверхности деталей масла и жира. Их нужно удалять с помощью спирта, ацетона или других растворителей. Инструмент следует очищать спиртом. Используемая для этих целей ветошь не должна оставлять волокон.
Хорошая производительность полимерных труб является одним из основных факторов, повышающих их практическое применение при транспортировке жидкостей и газов. Обеспечивая высокую надежность и длительный срок службы при относительно малом весе, они часто предпочитают использование металлических труб. Они широко используются как для строительства трубных систем, так и для трубопроводов и газопроводов.
Основные виды сварочных аппаратов
Адгезия полимерных труб к сетям трубопроводов обычно осуществляется путем сварки, что считается относительно быстрым и легким процессом. Надежная технология подключения. По словам специалистов, соединение сварных труб является более надежной технологией, чем другие используемые методы. Используются несколько методов - стыковая сварка, сварка плавлением, электрическая сварка.
К загрязнениям можно отнести и внешний слой полимера, подвергнувшийся разрушению под действием ультрафиолета и кислорода воздуха. Удалить его можно только механической зачисткой. Иногда на поверхности труб может конденсироваться влага, которая также представляет опасность для соединения. Перед сваркой ее нужно удалить просушкой.
Холодная сварка полипропиленовых труб
Использование подходящего сварочного оборудования и хорошее знание технологии и требований к трубам являются одним из условий их успешного и надежного соединения. Основным требованием для используемого оборудования является то, что он соответствует соответствующим стандартам. Эксперты советуют при выборе сварочного аппарата сначала определить цели, для которых он будет использоваться. Разнообразие доступных устройств не является небольшим: от карманных инструментов до профессиональных сварочных аппаратов для больших диаметров.
Не нужно пытаться ускорить охлаждение соединения с помощью воды или холодного воздуха. Быстрое охлаждение шва может привести к возникновению напряжений, снижающих его прочность. Если сварка полипропиленовых труб происходит при низкой температуре окружающего воздуха, нужно замедлить охлаждение, укрыв шов тканью или теплоизолятором.
Что нужно учесть при выборе?
В принципе, используемые устройства могут быть разделены на механические или гидравлические, плавильные, электродные сварочные аппараты и тому подобное. Сварочные машины Сварка - это метод крепления, при котором предварительно обработанные концы труб подвергаются равномерному нагреву по всей их поверхности, а затем сжимаются вместе по всей площади контакта. Для выполнения процесса требуется больше времени и усилий, чем другие методы, но приводит к сильному и надежному соединению.
Используемые машины обычно механически или с гидравлическим приводом. Также доступны ручные сварочные аппараты. Использование механических сварочных аппаратов связано с использованием труб с малыми диаметрами. Они особенно рекомендуются в случаях, когда качество и прочность сварочного шва не являются существенными, например бесшовные трубы для водоснабжения и канализации или другие типы труб с низкими эксплуатационными требованиями.
Для сварки полипропиленовых труб используются фитинги (углы, тройники, отводы) из того же материала, что и сами трубы. Использование дополнительных соединительных деталей нельзя рассматривать как недостаток способа, поскольку одновременно с соединяющей функцией они также играют роль элементов, обеспечивающих изменение направления трубопроводов.
Как выбрать паяльник — учитываем технические характеристики
При сварке напорных трубопроводов и газопроводов в основном используются электрогидравлические сварочные аппараты. Эти машины могут быть в различной степени автоматизации полностью автоматизированы, что значительно облегчает процесс сварки и повышает качество сварочного шва. Хорошо иметь в виду, что сварка пластиковых труб приводит к использованию дополнительных инструментов, таких как кронштейны и нагревательные элементы.
Полифазная сварка. Это устройство в основном используется для полимерных труб и фитингов диаметром от 16 мм до 125 мм. Существует два типа - ручной и механический. Разница заключается главным образом в мощности и производительности труда. Карманные компьютеры в основном используются для работы с малыми диаметрами. Механические машины подходят для работы с трубами диаметром, обычно в диапазоне от 110 до 125 мм. Они считаются пригодными для сварки труб и фитингов из полипропилена и полиэтилена.
Схематично процесс сварки враструб представляет собой оплавление сопрягаемых поверхностей (внешней поверхности трубы и внутренней - фитинга) с помощью специального нагревательного инструмента, сборку нагретых деталей (вставка трубы в фитинг) и оставление их в таком положении до охлаждения.
Соединение металла с полипропиленом
В полифузионной сварке фитинг и труба нагреваются одновременно, чтобы достичь высокого пластического состояния, после чего трубка вставлена на конец фитинга, соединение фиксировано и охлаждено. Полученное соединение характеризуется однородностью и высокой прочностью. Важно иметь в виду, что в процессе сварки необходимо строго соблюдать основные параметры сварки - температуру, давление и время, учитывая качество и срок службы сварки.
Сварка Этот метод основан на использовании элективных предметов, которые являются готовыми фитингами со встроенными нагревательными элементами. Во время установки встроенный нагревательный элемент нагревается электрическим током. При нагревании полимерный материал плавится, и трубы соединяются вместе. Муфты защищают шов от отрицательного воздействия температуры, поэтому точка соединения характеризуется высокой прочностью и надежностью.
Соединение враструб является более надежным, чем сварка встык. Сам характер соединения (труба вставляется в фитинг) обеспечивает его повышенную прочность, не требует инструмента для центровки труб и не предъявляет высоких требований к практическим навыкам пользователя. Сварка полипропиленовых труб своими руками посильна не только любому мужчине, но и многим женщинам.
На практике этот метод все чаще используется, поскольку он прост, удобен и безопасен и считается одним из самых надежных. Считается целесообразным для локального ремонта трубопроводов и газопроводов, расположенных под землей или расположенных в труднодоступных местах для сварки труб, поставляемых в рулонах и других. Метод также позволяет сваривать трубы очень большого диаметра.
При использовании такого типа сварки следует иметь в виду, что перед запуском самого процесса необходимо очистить сварочную поверхность специальным моющим средством для удаления возможных загрязнений. Для облегчения сварки рекомендуется, чтобы контакт провода находился в верхней части трубы. Как правило, трубы имеют штрих-код, содержащий информацию, необходимую для процесса сварки. После сварки требуется некоторое время для охлаждения трубы. Также стоит учитывать, что фактором, влияющим на качество сварки, является обеспечение полной неподвижности трубы.
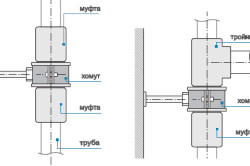
Оборудование для сварки враструб . Аппараты для сварки полипропиленовых труб враструб, называемые также паяльниками или утюгами, представляют собой устройства, основной частью которых является нагревательная головка, на которой закрепляются сменные элементы - муфты и дорны. Первые служат для нагрева наружных поверхностей труб, вторые нагревают внутренние поверхности фитингов.
Типичные ошибки при сварке враструб
Сварка электромагнитами имеет ряд преимуществ, которые позволяют надежно присоединяться к пластиковым трубам и создавать единую систему трубопроводов. Среди его преимуществ: простой и быстрый способ соединения труб, возможность сварки в траншеях с уклоном, быстрая установка и прочное соединение, экономичность и практичность.
Сварочный аппарат может быть универсальным, способным обрабатывать различные материалы или предназначен для работы с конкретным полимером. Экструзионная сварка Другой тип сварочного аппарата для труб из полимерных материалов - это инструмент для экструзионной сварки. В этом случае сборку выполняют с помощью добавки, которая по составу и форме должна быть аналогична основному материалу. Дополнительный материал обычно пластифицируют в зоне сварки экструдером. Сварные кромки пластифицируются как дополнительным горячим материалом, так и горячим газом, подаваемым в зону сварки.
Непосредственно нагреватель чаще всего имеет форму треугольной пластины, хотя встречаются и другие виды исполнения. Размеры пластины определяют размер насадок (диаметр труб, которые можно сваривать) и число нагревательных пар, которое может быть установлено одновременно. Чем больше площадь пластины, тем мощнее аппарат.
Сварка является универсальным методом соединения как металлических, так и пластиковых труб. Поскольку пластиковые трубы все чаще начинают использоваться для водоснабжения, канализации, дренажа, газификации, полива и защиты линий связи внутри и за пределами зданий, инфраструктурные проекты потребовали использования специального оборудования для обеспечения реализации Надежных соединений в этих системах трубопроводов путем сварки в соответствии с существующими требованиями и стандартами. Мы рассмотрим различные варианты сварочных аппаратов для основной группы пластиковых труб - полиэтилена с их возможностями и технологическими характеристиками.
При закреплении, муфты и дорны нужно размещать таким образом, чтобы обеспечивался их контакт с пластиной всей опорной поверхностью.
Что касается мощности паяльника, если муфта и дорн контактируют с пластиной по всей площади, то необходимая температура нагревательной пары в 260°C будет достигнута в любом случае - независимо от мощности паяльника (в разумных пределах). Просто менее мощному аппарату для выхода на рабочий режим потребуется больше времени, чем более мощному.
Все они доступны на болгарском рынке под разными брендами и разными моделями. Процесс сварки прикладывает тепло и сжатие к площади контакта материалов и создает неразъемное соединение. Полиэтилен находится в группе термопластичных пластмасс, подлежащих сварке. При определенных температурах они переходят в жидкое состояние и при поверхностных контактах между ними происходит диффузия или обмен макромолекулы. Преимуществами этого соединения являются высокая производительность, низкая трудоемкость, экономичность и высокая прочность и плотность соединения.
Существуют модели паяльников, у которых нагревательная головка имеет форму стержня. Их основным достоинством является компактность. Что касается технических параметров, то форма головки на них особого влияния не оказывает.
Важное значение имеет тип используемого термодатчика. Чем точнее его работа и меньше диапазон колебания температуры, тем качественней паяльник. Наиболее совершенными считаются электронные терморегуляторы, представляющие собой терморезисторы, способные измерять температуру не только очень точно, но и близко к рабочим поверхностям дорнов и муфт. Их использование позволяет снизить температурную инерционность аппарата, приблизить фактическую температуру нагревательной пары к той, которая отображается на шкале прибора. Капиллярные термостаты и тем более биметаллические реле работают более грубо. Диапазон регулировки и расхождение между фактической температурой дорна и муфты и той, которая установлена на шкале прибора, у них гораздо выше, чем у терморезисторов.
Сварка полиэтиленовых труб является проверенным и надежным способом соединения труб, чтобы завоевать доверие профессионалов в муке. Соединение, полученное этим методом, имеет большую долговечность, чем сама труба, что-то впечатляющее, учитывая, что мы привыкли воспринимать местоположения соединений труб как наиболее уязвимые в сетях трубопроводов. Сварка полиэтиленовых труб меняет это видение и становится самым популярным методом склеивания.
Особенности сварных соединений труб. Сеть полиэтиленовых труб, в которой отдельные детали свариваются вместе, конкурирует на протяжении всего срока службы с аналогичной длинной трубопроводной магистралью без трубчатых соединений. Методы сварки полиэтиленовых труб гарантируют, что гибкость материала будет сохранена по всему трубопроводу. После сварки трубы могут быть проложены обычным способом в траншее, но нет препятствий, которые могут быть установлены с помощью альтернативных технологий - например, бестраншейного или без песчаного слоя.
Однако независимо от используемого терморегулятора, после выхода аппарата на рабочий режим (согласно показаниям индикатора) нужно дать ему еще несколько минут на то, чтобы температура насадок окончательно сравнялась с той, которую показывает прибор. И только после этого приниматься за работу.
Можно встретить паяльники с двумя нагревательными элементами разной мощности, оснащенные отельными включателями. Причем мощность каждого нагревателя обеспечивает необходимый температурный режим в одиночку. Это позволяет выбирать оптимальную мощность, или использовать второй нагревательный элемент в качестве дублирующего на случай перегорания первого. Нагреватели можно включать и одновременно для форсированного выхода на рабочий режим.
Способы сварки таких труб различны - стыковая сварка, сварка электродами, полифазная сварка и экструзия. Машины для их реализации также разнообразны - ручные, механические, электрогидравлические, с различной степенью автоматизации. Выбор метода и машины производится квалифицированным специалистом в зависимости от типа трубы и ее применения. Во всех случаях выбор должен соответствовать требованиям и стандартам для разных приложений. Только квалифицированные специалисты могут обрабатывать и устанавливать такие трубы.
Перед началом сварочных процессов необходимо проверять полиэтиленовые трубы на предмет повреждений при транспортировке и других дефектов. Части нерегулярности разрезаются тонким зубчатым лезвием или резаком для полиэтиленовых труб. Чтобы сделать разрез перпендикулярно оси трубы, используйте пильный диск. Затем необходимо очистить края от всех видов грязи и перекрытий в результате процессов окисления. Это обеспечит стабильные отношения. Использование специального оборудования для сварки полиэтиленовых труб обеспечит неподвижность труб при нагревании, прессовании, склеивании и последующем охлаждении после сварочных процессов.
Кроме набора дорнов и муфт, в комплект оборудования для сварки полипропиленовых труб могут входить различные вспомогательные инструменты и материалы - фаскосниматель, калиброватель, торцеватель, ножницы для резки труб, очищающая жидкость и пр. Не все из них входят в базовую комплектацию, некоторые предлагаются опционно.
Укомплектованность сварочного аппарата инструментом для подготовительных операций не менее важна, чем технические параметры самого паяльника. Желательно иметь как можно более полный набор, это даст возможность работать с любой трубой независимо от ее размера и характера армирования.
Технология сварки враструб
Внешний диаметр трубы чуть больше номинального диаметра, а внутренний диаметр фитинга - чуть меньше номинального диаметра трубопровода. Например, труба диаметром 20 мм на самом деле имеет внешний диаметр 20,3-20,5 мм, а фитинг для трубопровода диаметром 20 мм имеет внутренний диаметр 19,5-19,7 мм. При этом диаметры рабочих поверхностей муфт и дорнов в их средней части (рабочие поверхности конические, конусность около 0,5°) соответствуют номинальному диаметру.Таким образом, труба и фитинг без нагрева не могут быть совмещены ни с муфтой и дорном, ни друг с другом.
В процессе совмещения трубы с нагретой муфтой, внешний слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в нагретую муфту. Похожий эффект наблюдается при совмещении фитинга с нагретым дорном. При соединении после нагрева трубы и фитинга, труба упруго сжимается, а фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала.
Технология сварки полипропиленовых труб враструб состоит в выполнении следующих операций: резка трубы, подготовка деталей к сварке, монтаж и вывод на рабочий режим сварочного аппарата, установка деталей на прогрев, сборка соединения и его охлаждение.
Без больших усилий совместить трубу и фитинг вручную с нагретым инструментом, а затем - совместить трубу с фитингом в соединение, удается только при сварке трубопроводов небольших диаметров - до 40-50 мм. Для сварки труб диаметром больше 50 мм лучше использовать специальные центраторы для раструбной сварки.
Резка труб . Резку трубы выполняют специальными ножницами, исключающими смятие ее стенки.
Подготовка труб и фитингов к сварке . Стандартная подготовка заключается в очистке и обезжиривании наружной поверхности трубы и внутренней поверхности фитинга. Однако кроме стандартной есть еще и специальная подготовка, выполняемая в отношении армированных труб, - но не всех, а лишь некоторых из них. Осуществляющим монтаж полипропиленовых труб своими руками необходимо знать об особенностях подготовки труб, имеющих различное армирование.
Благодаря композитным ПП трубам с армированием алюминием или стекловолокном, достигается высокая термическая стабильность трубопровода (низкое температурное расширение), благодаря этому отпадает необходимость установки температурных компенсаторов в системах отопления и горячего водоснабжения. Армирование алюминием, кроме того, исключает диффузию кислорода в систему. Проникший через стенку трубы кислород насыщает воду замкнутых высокотемпературных систем газом, вызывающим кавитацию в вентилях, насосах и прочих элементах трубопровода.
Трубы без армирующего слоя или армированные стекловолокном не требуют никакой специальной подготовки.
Трубы, армированные алюминием, расположенным близко к поверхности (под тонким декоративным слоем полипропилена), требуют удаления армирующего слоя специальным инструментом - шейвером. При сварке ПП труб этот слой необходимо удалять, чтобы обеспечить прочную и неразрывную связь трубы с фитингом.
Трубы, в которых армирующий слой алюминия расположен в середине стенки, необходимо подвергать операции торцевания специальным инструментом, целью которой является удаление кромки алюминия, выходящей на торец трубы. Если этого не сделать, вода может проникнуть по открытому армирующему слою в середину стенки и вызвать ее вздутие .
Ниже приведены фото разрезов соединений сделанных без торцовки (неправильно) и с торцовкой (правильно).
Лучший результат достигается с применением специальных муфт. Их конструкция обеспечивает обволакивание полипропиленом кромки армирующего слоя (его замуровывание), в результате чего исключается его контакт с водой.
Иногда производителями труб даются рекомендации при подготовке трубы к сварке, независимо от наличия армирующего слоя, калибровать ее по наружному диаметру и снимать фаску. Необходимость первого объясняется возможной эллипсностью трубы, которая должна устраняться калибровкой. Снятие фаски призвано облегчать установку трубы в муфту. Однако в большинстве случаев, при сварке полипропиленовых труб своими руками, ни первого, ни второго не делают, считая эти операции излишними.
Подготовка сварочного аппарата ("паяльника") . Перед началом работ, "паяльник" для сварки полипропиленовых труб необходимо надежно закрепить в кронштейне или на станине. Во время установки на прогрев, к деталям прилагаются определенные усилия, передающиеся на паяльник. Для удобства работы необходимо, чтобы он был прочно закреплен и неподвижен.
После установки аппарата, на его нагревателе закрепляется подходящая нагревательная пара (дорн и муфта), выставляется с помощью тумблера необходимое значение температуры нагрева, и аппарат включается в сеть. Температура инструмента для сварки полипропиленовых труб враструб должна составлять 260±10°С. Это значительно превышает температуру вязкотекучести полипропилена и делается с той целью, чтобы быстро оплавить поверхностный слой трубы и фитинга и снять детали, не допуская прогрева их стенки на всю толщину. В противном случае труба и фитинг потеряют жесткость, и их невозможно будет соединить.
Установка деталей на прогрев . После выхода аппарата для сварки полипропиленовых труб на рабочий режим (о чем должна просигнализировать индикация прибора), труба и фитинг одновременно устанавливаются для нагрева - труба вставляется в муфту, фитинг надевается на дорн. Если одновременная установка деталей невозможна, первым устанавливается фитинг, так как он массивнее.
Трубы и фитинги имеют материал на припуск, который выдавливается во время установки деталей, образуя грат - валик в виде кольца. Его сдвиг требует приложения определенной силы. Однако усилие не должно быть излишним, надвигать детали нужно постепенно, следя за тем, чтобы образующийся грат был правильной формы. Если фитинг надевается на дорн свободно, без усилия и образования грата, значит, он бракованный и использовать его нельзя.
Устанавливая детали, нужно контролировать глубину их установки, чтобы снять усилие, когда они упрутся в дно муфты и вершину дорна. В противном случае можно смять торец трубы и ограничитель фитинга. Для контроля за глубиной погружения трубы в муфту, на ней можно сделать отметку на необходимом расстоянии от торца. Но чаще всего этого не делают, трубу и фитинг просто устанавливают на оправку до тех пор, пока они не упрутся.
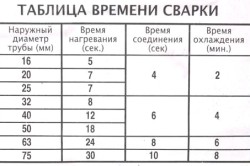
После установки деталей в муфту и на дорн аппарата для сварки пластиковых труб, нужно дать им время для оплавления поверхностей. Продолжительность нагрева - очень важный параметр. Она должна быть достаточной для того, чтобы поверхности нагрелись до состояния вязкотекучести, но не быть выше того значения, за которым детали начнут терять жесткость. У производителей пластиковых труб имеются таблицы, устанавливающие время нагрева в зависимости от марки полипропилена, диаметра трубы и толщины стенки. Ориентировочные значения продолжительности нагрева для трубы PPRC (ПП тип3) PN20 указаны в таблице ниже.
| Диаметр трубы, мм | 16 | 20 | 25 | 32 | 40 | 50 | 75 | 110 |
| Время нагрева, сек. | 5 | 5 | 7 | 8 | 12 | 18 | 30 | 50 |
| Время перестановки*, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 10 |
| Время фиксации**, сек. | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 50 |
| Время полного остывания***, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 8 |
* - время на снятие разогретых деталей и соединение их.
** - время удержания соединения до частичного остывания. Это время используется для выравнивания соединения руками. По истечении этого времени соединение теряет эластичность, изменять его форму уже невозможно.
*** - Удерживать детали до полного остывания нет необходимости. Достаточно не создавать нагрузки. После этого времени соединение готово.
Время нагрева отсчитывается с момента достижения деталями упоров. После того как оно закончится, трубу и фитинг с тем же умеренным усилием снимают с оправок.
Сборка деталей . Снятые с оправок утюгов для сварки полипропиленовых труб детали без промедления соединяются между собой (труба вставляется в фитинг). Время, которое проходит с момента снятия деталей до момента их сборки, должно быть как можно меньше и в любом случае не превышать 4-6 секунд. Промедление чревато охлаждением деталей и невозможностью их сборки или, по крайней мере, низким качеством соединения.
Соединяя трубы с фитингами, не следует проворачивать их друг относительно друга более чем на 5°. Правильность соединения нужно контролировать по виду образующегося грата, который должен быть одинаковым по толщине со всех сторон.
Охлаждение соединения . После соединения деталей и (при необходимости) их правки, на которую по технологии отводится всего несколько секунд, к деталям нельзя прилагать никаких усилий до тех пор, пока полипропилен полностью не затвердеет. Обычно на это требуется 2-4 мин.
Ориентировочные значения продолжительности всех операций при сварке, для трубы PPRC (ПП тип 3) PN20, указаны в таблице выше. Точные значения параметров сообщаются производителями труб и фитингов.
Типичные ошибки при сварке враструб
Правильно выполненное соединение представляет собой монолитный узел, состоящий из фитинга и трубы, который по прочности не только не уступает целой трубе, но даже превосходит ее.Различные ошибки при сварке могут нарушить монолитность соединения и привести к потере герметичности или создать слабое место в трубопроводе, которое может разрушиться при кратковременном повышении давления. Ошибки эти могут быть следующими.
Недоведение трубы и фитинга до упоров при установке их на прогрев . Это приводит к невозможности сборки деталей на полную глубину (детали упираются в грат, не дойдя до конца) и появлению слабого места в соединении.
Превышение нормальной глубины погружения трубы в муфту при ее установке на прогрев - из-за чрезмерного приложения силы и/или несвоевременного ее снятия. В этом случае торец трубы загибается внутрь, образуя грат, который сужает проход трубы и препятствует свободному течению воды.
Недоведение деталей до упоров при их сборке (соединение не на всю глубину). Следствие этого - ослабленное место в соединении.
Перегрев деталей из-за превышения времени нагрева или слишком высокой температуры паяльника. Эта ошибка приводит к потере деталями жесткости и невозможности их сборки или деформациям и складкам в соединении, если детали все же удалось собрать. Последнее кроме ослабления конструкции может привести к потере герметичности.
Недогрев деталей из-за малого времени нагрева или заниженной температуры сварочного аппарата. Следствие этой ошибки - невозможность сборки деталей или несплавление в соединении и потеря герметичности.
Превышение временного интервала между снятием деталей с прогрева и их сборкой . В результате нагретые поверхности охлаждаются до температуры ниже вязкотекучести. Ошибка приводит к невозможности сборки деталей или несплавлению в соединении с нарушением герметичности.
Неправильная резка трубы , выражающаяся в неперпендикулярности ее торца оси. В этом случае в собранном соединении образуется слабое место из-за неплотного прилегания торца трубы к внутреннему ограничителю фитинга.
Нарушение соосности трубы и фитинга при сборке . Приводит к деформации и, возможно, к потере герметичности соединения.
Ошибки сварки, не вызывающие потери герметичности, могут ничем не проявить себя в течение долгой эксплуатации, однако несут в себе потенциальную угрозу выхода из строя соединений при кратковременных повышениях давления.
Стыковая сварка полипропиленовых труб
Сварка пластиковых труб встык заключается в нагреве их торцов нагретым инструментом (сварочным зеркалом) до оплавления, и последующем сжатии с выдержкой под давлением до момента охлаждения шва. Этот метод технологически прост, не требует дополнительных соединительных деталей и при точном соблюдении технологии обеспечивает прочность сварного шва не ниже прочности самой трубы. Схематично процесс образования стыкового сварного шва выглядит следующим образом.
Стыковая сварка пластиковых труб: нагрев стыков
Маленькое приспособление для стыковой сварки пластиковых труб
Однако, несмотря на простоту технологической схемы, практическое осуществление стыковой сварки связано с некоторыми сложностями, ограничивающими ее использование в домашних условиях.
Необходимо обеспечить точное осевое совмещение труб и их параллельность друг относительно друга (несовпадение стенок труб допускается до 10% от их толщины). В течение определенного времени необходимо прикладывать усилие, прижимающее трубы к нагревательному зеркалу во время нагрева, и друг к другу - во время образования соединения. При резке или торцовке трубы, должна быть обеспечена перпендикулярность торца. Все эти условия трудно соблюсти без специального оборудования - центратора, оснащенного ручным или электрическим приводом, создающим усилие сжатия, и торцевателем. То есть, в случаи труб небольших диаметров, оборудования и инструмента для сварки полипропиленовых труб встык требуется больше, чем при сварке враструб. А если учесть, что сварка враструб обеспечивает более высокую надежность благодаря замковому характеру соединения, становится понятно, почему ей отдается предпочтение перед сваркой встык при монтаже домашних водопроводов и отопительных систем.
Сварка полипропиленовых труб встык применяется в основном в качестве промышленного способа соединения труб большого диаметра при прокладке прямых участков трубопроводов (подробнее процесс стыковой сварки пластиковых труб описан в статье Сварка полиэтиленовых труб).
Монтаж полипропиленовых труб
В случае проектирования и монтажа водопровода для горячей воды и особенно системы отопления, важно учитывать температурное расширение труб. При этом температурное расширение различных полипропиленовых труб сильно различается. У армированных труб температурное расширение значительно меньше, чем у неармированных полипропиленовых труб. Не случайно разработчики армированных полипропиленовых труб называют такие трубы "стабильными". Под этим подразумевается малое изменение первоначальной длины трубы при её нагреве или охлаждении.На примере полипропиленовых труб системы KAN-therm PP видно, что при максимальной разнице температур 80° один метр однородной трубы удлиняется на 12 мм, а комбинированной трубы на 2 мм, при значительной длине участков трубопроводов (более 2-3 метра) тепловое удлинение при нагревании, или сжатие при охлаждении, может привести к недопустимо сильным напряжениям на стыках. Нужно отметить, что именно термические напряжения от удлинения или сжатия, а не внутренние от давления воды, наиболее опасны для полипропиленовых труб, особенно в случае однородных полипропиленовых труб. Для компенсации удлинений (когда это необходимо) прибегают к различным изгибам трубопровода и нежесткому креплению к опорам, обеспечивающее осевое перемещение трубы.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
- Производители и стоимость
При обустройстве водопровода и канализации в последнее время все чаще используют пластиковые трубы, отличающиеся прочностью, хорошими теплофизическими качествами, что позволяет использовать их в любой системе с горячим водоснабжением. Один из факторов, обеспечивших популярность пластиковым трубам, легкость их установки посредством несложного устройства; поэтому важно знать, как выбрать сварочный аппарат для полипропиленовых труб, если планируется осуществлять их установку самостоятельно.
Особенности сваривания полипропиленовых труб
Монтаж может производиться несколькими способами: посредством стыковой, муфтовой, а также раструбной сварки. Первый вариант соединения – наиболее распространенный, т.к. не требует использования дополнительных деталей и является наиболее экономичным, в отличие от двух последующих, когда необходимы муфты, фитинги. Полипропиленовые трубы соединяются посредством специального аппарата, по принципу действия напоминающего паяльник или утюг. Поверхности разогреваются, и обработанные концы деталей соединяют под давлением; в результате получается шов, по прочности не уступающий самой трубе. Предлагаемое на сегодня производителями сварочное оборудование классифицируется по двум типам:
- Механическое сварочное приспособление для полипропиленовых труб: выпускается в виде металлической рамы, совмещенной с гидравлическим агрегатом и блоком контрольных приборов. Используется для сваривания труб большого диаметра, когда для совмещения стыков требуется серьезное усилие.
- Ручной сварочный аппарат: имеет небольшие габариты, хорошо подходит для работ по свариванию элементов до 125 мм в диаметре, хорошо подходит для применения в быту.
Поскольку механическое приспособление относится к профессиональному оборудованию и используется при сваривании протяженных магистралей, то имеет смысл рассмотреть критерии выбора ручного аппарата для соединения полипропиленовых труб, который успешно применяется при монтаже труб небольшого диаметра, используемых при обустройстве водопроводов, канализации, систем отопления в жилых домах.
Вернуться к оглавлению
Ручное сварочное приспособление
В конструкцию аппарата входит нагревательный элемент (ТЭН), вмонтированный в металлическую плиту, терморегулятор и ручка. В плите имеется пара отверстий (иногда и больше), в которые устанавливаются сварные детали, имеющие различный диаметр. При покупке устройства обратите внимание на внутреннее покрытие – оно должно быть тефлоновым, в противном случае свариваемые элементы просто прилипнут к металлу.
Один из основных технических параметров приспособления – температура, зависящая от мощности прибора. От последнего значения зависит и скорость выполнения работ. Мощность может быть:
- от 1,5 до 2-х кВт: для монтажа труб, имеющих диаметр не больше 100 мм;
- 850-1,2 кВт: для сваривания элементов 18-75 мм в диаметре.
Помимо технических параметров, значение имеет комплектация прибора, которым предполагается сваривать полипропиленовые трубы. Обычно в базовую комплектацию входит сам аппарат, плюс ключи для крепления насадок. Такой набор поможет соединять трубы одного-двух типоразмеров. В среднюю комплектацию дополнительно включают несколько насадок для наиболее распространенных труб: 20, 25, 32, 40 мм при этом само устройство и насадки уложены в металлический кейс. Полный комплект относится к разряду профессиональных; сюда, помимо большого количества насадок, включены дополнительные приспособления (например, для обработки кромок), значительно облегчающие процесс пайки. Последний вариант комплектации наиболее выгоден, если вам предстоит пользоваться аппаратом не один раз.



