Як гнути металеві труби та профілі. Як зігнути профільну трубу в домашніх умовах без трубогиб. Варіант #2 – холодний метод.
Тепличний каркас із квадратним або прямокутним перетином приваблює надійністю та термінами служби. Дуже міцна металоконструкція пропускає максимум світла, тому що її стійки, опори, стяжки набагато тонші, ніж у дерев'яних суперників. Поступається метал у технологічності. Без знання нюансів важко із прямої заготовки зробити арочну дугу або раму для дверей. Через зазначені ускладнення «зелені будиночки» з металевою основою даремно воліють купувати. Однак якщо добре розібратися в тому, як зігнути профільну трубудля теплиці, можна з незначними витратами власноручно спорудити недорогу арочну конструкцію.
Вигин алюмінієвої труби за допомогою згинальної машини
Компанія демонструватиме численні зразки профілів. Тим не менш, слід враховувати деякі речі при згинанні алюмінію. Особливо якщо ви хочете зігнути алюмінієву трубку. Для вигину алюмінієвих трубок є різні методи, які тут пояснюються. Самий професійний спосіб- Вигин алюмінію за допомогою згинальної машини. Гнучкі машини доступні в різних розмірах. Вибір правильної машини для згинання залежить від діаметра, товщини матеріалу та товщини вигину. Маленькі ручні інструменти, як правило, підходять тільки для простих робітза згинанням, але зазвичай вони достатні для традиційної роботи з благоустрою будинку.
Суть та проблеми згинання профільного трубопрокату
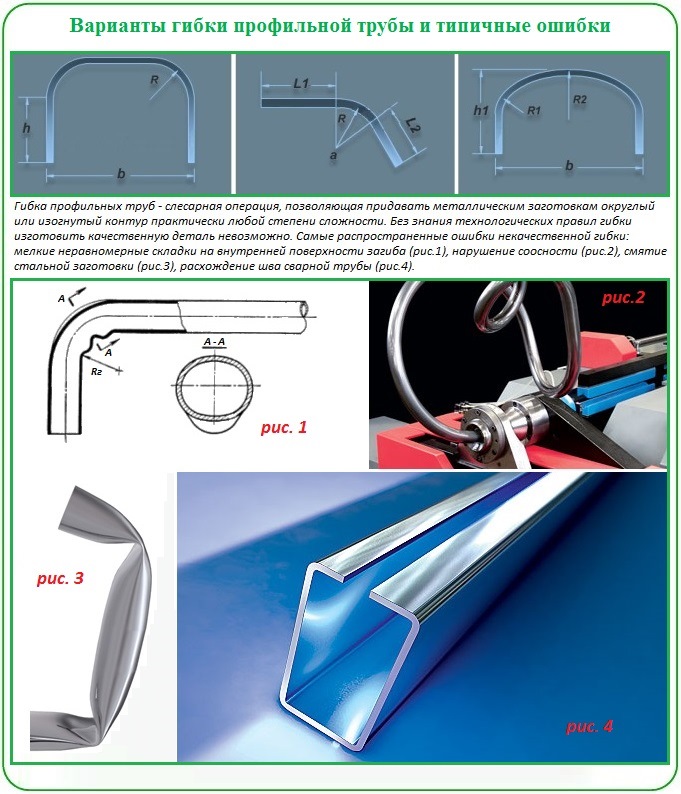
Гнучка металевих виробів незалежно від форми перерізу полягає у наданні їм часткової або повної плавно-вигнутої конфігурації. Одна з поширених слюсарних процедур проводиться або тільки під тиском, або під тиском у поєднанні з нагріванням ділянки, що згинається. У цей час на оброблювану частину порожнистої металевої заготовки одночасно діють сили стиснення внутрішньої сторонизаготівлі та сили розтягування вздовж зовнішньої стінки. Ускладнення полягають у тому, що:
Оправлення для згинання труб
Функція простої згинальної машини. У торгівлі пропонуються так звані сегментні згинальні машини для простої згинальної роботи. Ці інструменти для згинання підходять для згинання тонких алюмінієвих труб з м'якого сплаву. Робота цього згинального пристрою проста: алюмінієва трубка затискається в круглу канавку, розташовану на металевому диску, так що вона може бути вигнута точно. Через це затискач, вигин алюмінієвої трубки запобігається під час вигину. Тепер алюмінієву трубку можна зігнути за допомогою гнучкого важеля.
- матеріал у процесі зміни форми може втратити співвісність сегментів, тобто. частини вигнутої заготовки не будуть розміщуватись у єдиній площині;
- зовнішня стінка, що розтягується, на ділянці згинання може не витримати впливу і банально луснути;
- стискана внутрішня стінка може замість рівномірного скорочення скластися складками, що нагадують гофру.
Без знання тонкощів згинання профілю є ризик просто зім'яти виріб, зіпсувавши заготівлю. Але нерозум не наш шлях! Тим більше, якщо воно супроводжується матеріальними втратами. На славу раціональної економії враховуватимемо всі примхи профілю та характеристики «залізного» матеріалу. Не забудемо про розміри перерізу, товщину стін профільної труби, необхідний радіус вигину і гнучкість сталевого металу. Орієнтуючись на зазначені параметри, виберемо правильний технологічний шлях – він спосіб гнучки.
Зігніть алюмінієву трубу з піскоструминною начинкою
Недоліком цієї згинальної машини є те, що для кожного радіуса вигину та діаметра труби потрібен сегмент згинальної балки. Якщо у вас немає додаткової машини, ви можете зігнути алюмінієву трубку за допомогою наступного трюку. Труба спочатку заповнена тонким, абсолютно сухим кварцовим піском. Кінці труб потім закриваються конічними дерев'яними заглушками. Пісок в алюмінієвій трубі має бути добре ущільнений. У трубі повинно бути повітря, оскільки інакше вигини утворюються на згині. Дерев'яні заглушки мають бути абсолютно фіксованими.
Навіщо знати характеристики профілю?
Профільний трубопрокат від стандартного круглого варіанта відрізняється формою перерізу, яка може бути квадратною, овальною, прямокутною або плоскоовальною. Відповідно до регламенту ГОСТу Р за номером 54157-2010 круглий виріб також входить до переліку профільної продукції. Однак у тепличному будівництві найчастіше застосовують вироби з квадратним та прямокутним перетином, тому що до їх рівних плоских стінок простіше прикріпити покриття.
Теплиці, в яких застосовують конструкції із профілю
Виделки можуть бути закріплені гвинтами, які прикручуються через стінку труби. Після того, як алюмінієва труба заповнена піском і щільно закрита можна почати вигин. Найкраще зігнути трубку навколо круглого об'єкта з бажаним внутрішнім радіусом. У цій техніці вигину пісок у трубі перешкоджає стиску суглобів, тому що пісок не стискається. Пісок підтримує стінку труби зсередини.
Примітка. Пісок, що використовується для вигину алюмінієвої трубки, має бути абсолютно сухим. Якщо у піску є вологість, існує небезпека вибуху! Через тепла, що утворюється при згинанні, вологість, що міститься в піску, випаровується різко і, таким чином, створює дуже високий тисктак що алюмінієва трубка може луснути. Тому доцільно просвердлити невеликий отвір у трубі, щоб водяна пара могла втекти.
Для різноманітних народногосподарських потреб продукцію випускають у широкому діапазоні розмірів. Відрізняється вона за конфігурацією та площею перерізу і, природно, по товщині стінок. Сукупність розмірів визначає пластичні можливості. Професійною мовою вони називаються мінімально допустимим радіусом закруглення. Отже, перш ніж дізнатися, як зробити заготівлю для каркаса, потрібно з'ясувати, який найменший радіус плоскої округлої деформації заготівля зможе пережити без пошкоджень.
Зігніть алюмінієву трубку з нагріванням
Тепло може пом'якшити метал. Таким чином, сили, необхідні для деформації чи вигину, зменшуються. Чим вище температура, тим м'якше метал, що полегшує згин. Сталь, мідь та латунь, цей принцип працює досить добре. Однак слід бути обережним при використанні алюмінію для вигину. Якщо алюмінієва трубка занадто нагрівається, матеріал втрачає чинність після охолодження. Оскільки при згинанні алюмінієвої трубки деяка температура не може бути перевищена, деформація з високою температурою дуже важко виконати.
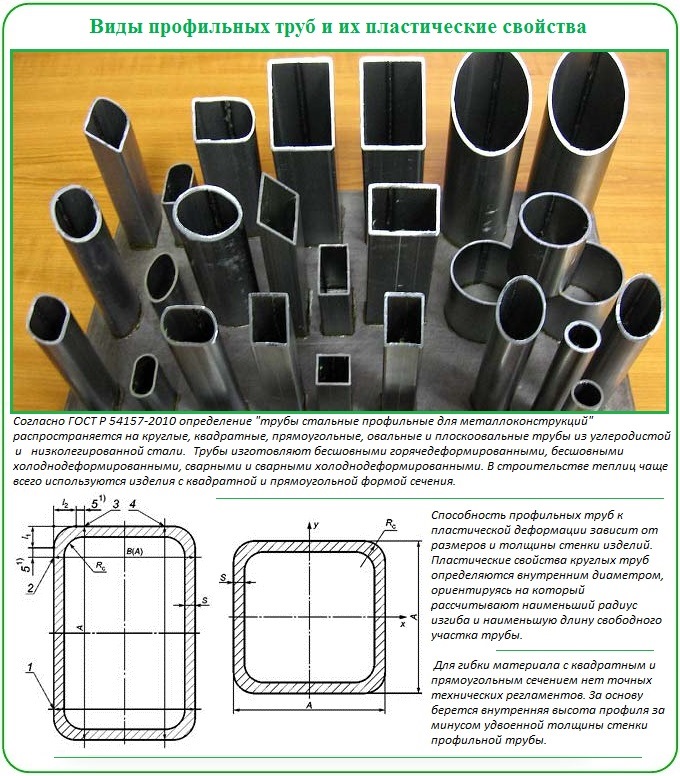
Для визначення мінімально допустимого радіусу згину квадратного або прямокутного профілю нам потрібна висота h, тому що:
- вироби з висотою профілю до 20 мм зігнуться без переходу до розряду непридатного шлюбу, якщо гнучка буде зроблена на ділянці довжиною 2,5×h і більше;
- трубопрокат з висотою профілю понад 20 мм без втрат витримає деформацію на ділянці завдовжки 3,5х і більше.
Позначені ліміти необхідні тим, хто задумав робити стелажі, полички та рами для кватирок або дверей. Свої коригування в область обмежень вносить товщина стінок. Широкі труби з тонкими стінками завтовшки до 2мм взагалі не рекомендують гнути. Краще скористатися зварюванням.
Температура повинна постійно вимірюватися та регулюватися під час процесу згинання, щоб її не можна було перевищити. Практично це навряд чи можливо. Тим не менш, вигин алюмінієвої трубки описаний тут із високою температурою. Для вигину алюмінієвої трубки використовуйте бутановий пальник, захисні рукавички та негативну форму з бажаним радіусом вигину. Нагрів алюмінієвої трубки повинен виконуватися окремо, так як це інакше буде застібатися. Охолоджений матеріал навколо нагрітої області запобігає перекісу алюмінієвої трубки. При згинанні трубка обережно стискається і розтягується до бажаного радіусу згину. Для деформування алюмінієву трубку необхідно нагріти як усередині, так і зовні, щоб досягти хорошого результату.
- Підігрів можна запобігти вигину.
- Труба нагрівається по точках, а потім ретельно вигнута.
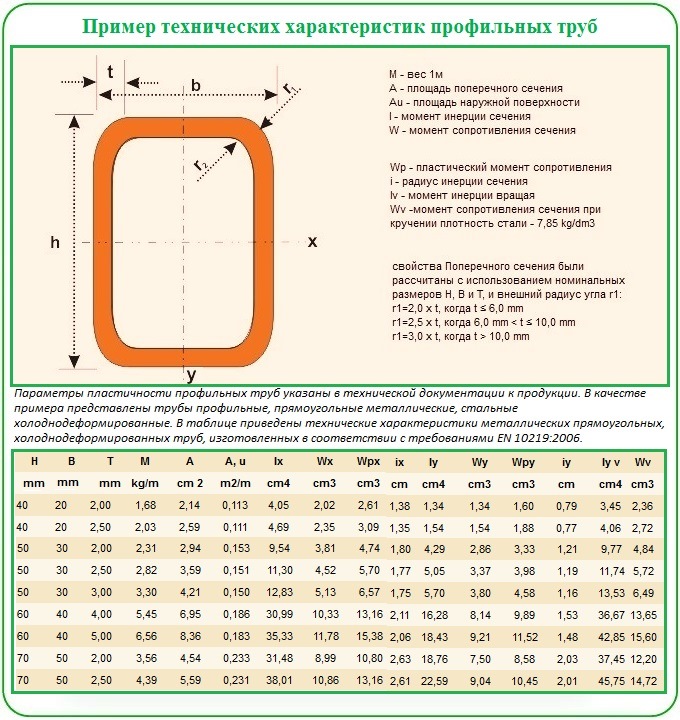
Домашнім майстрам, які вирішили робити дуги для , потрібно врахувати, що застосовувані в побуті вироби зі звичайних вуглецевих або низьколегованих сталевих сплавів після докладання зусиль мають властивість злегка «пружинити». Вони ніби намагаються повернутися до колишнього стану. Отже, після того як слюсар-початківець своїми руками завершить згинання всіх дуг, йому доведеться повторити обробку і знову підігнати арки за шаблоном. Бажано спочатку врахувати значення пластичного моментуопору Wp. Його зазвичай вказують у документах продається будматеріалу. Чим Наразіменше, тим менше метушні буде з припасуванням.
Інші статті, пов'язані з темою «Вигин»
Також нелегко описати деформацію сировини із піском. Крім того, слід звернути увагу на алюмінієвий сплав. Анодований алюміній не можна вигинати, тому що це дуже швидко руйнується через тендітну поверхню. Якщо ви хочете тільки згинати частину роботи, зазвичай це занадто дорого зробити це самостійно. У такому разі рекомендується зігнути алюмінієву трубку у магазині слюсаря. Ви можете вигинати труби та труби у різний спосіб. Це залежить від того, для чого ви хочете використати вигнуті трубки.
Способи згинання та їх особливості
Згинають профільний трубопрокат як у холодному, так і гарячому стані. Нагрів газовим пальникомвідчутно збільшить пластичність. Однак матеріал невеликого перерізу чудово гнеться і без зайвого температурного впливу, тому що тонкі труби досить пластичні та легше піддаються докладеному до них зусиллю.
Проблема згинання труб полягає в тому, щоб з'ясувати, наскільки сильно і де труба повинна бути зігнута. Хоча багато інструментів для згинання мають багатий посібник для визначення кривизни кривизни, вони часто скомпільовані складним чином і вимагають математичних знань, які залякують багатьох користувачів. Хоча неможливо повністю ігнорувати математику, можна планувати, як труба може бути зігнута таким чином, щоб спростити розрахунок кута кривизни, а математика обмежується простою арифметикою.
Вибір інструменту для вигину
Метод, описаний нижче, непросто, але з деякою практикою ви зможете опанувати його.
Кривизна під прямим кутом
Можливо, вам доведеться зробити різні вигини, перш ніж ви будете знайомі з цією технікою. Металеві труби можуть відкидатись назад після вигину, і ви повинні залишити деякий простір, щоб ви могли ухилитися, коли це станеться. Вам потрібно щонайменше три метри вільного простору, хоча шість метрів ще краще. Розпиліть простір навколо вашого пристрою, щоб зігнути ручним розпилювачем, щоб у вас було найкраще утримування при ногах при згинанні. Навіть заглушки та болти з діаметром від 1, 25 см до 1, 56 см згинаються і можуть зноситися з часом.- Почніть з простих проектів, Перш ніж приступати до складних завдань.
- У вас має бути велика робоча зона для вашого обладнання.
- Огляньте свої інструменти та форми для регулярного вигину при згинанні труби.
- Труба діаметром 5 см і більше має бути краще зігнута професіоналом.
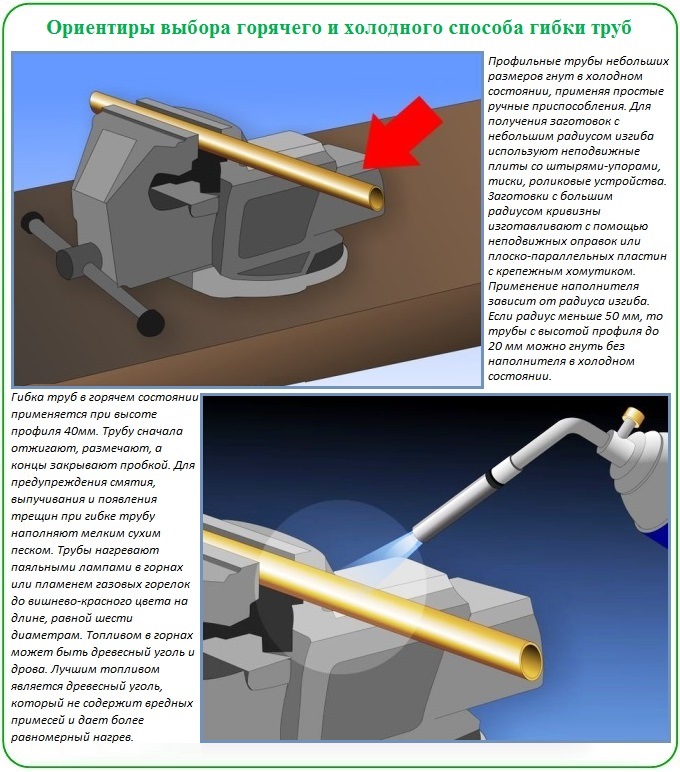
Точних вказівок щодо застосування нагріву для згинання немає. Нормативами позначені лише розміри круглого прокату, згідно з чим впливати полум'ям на оброблювану ділянку потрібно при Ø 100мм і більше. З квадратними та прямокутними формами все відбувається дещо інакше. На основі досвіду народних умільців:
- при висоті профілю до 10 мм заготовки однозначно гнутий холодним способом;
- при висоті профілю 40 мм і більше труби гнутий з нагріванням.
Як простіше та легше в домашніх умовах зігнути профіль з висотою в інтервалі від 10 до 40мм, виконавцю доведеться вирішувати самостійно. Якщо в арсеналі майстра є профілегиб, з його допомогою можна створити аркове закруглення без нагріву. Нема апарату, краще заздалегідь випробувати свої сили. Для цього потрібно затиснути один кінець матеріалу в лещатах. На другий кінець надіти трубу розміром побільше, ніж висота профілю, і потягнути за збільшене подібним чином плече. Якщо вийшло, нагрівати металеві вироби немає сенсу.
Найпростіший спосіб - пояснити це, використовуючи наведений нижче приклад. Труба має бути на 80 мм рівною, потім зігнута на 90° з радіусом 40 мм і має бути 30 мм прямо на кінці. Єдине, що потрібно обчислити, це довжина х, яку можна обчислити за такою формулою. Для цього потрібен радіус вигину та кут вигину, а в конкретному прикладі- 62, 8 мм. Тепер розраховані довжини на трубі можуть бути позначені крейдою.
Які агрегати можуть полегшити операцію?
Щоб збільшити карту, натисніть детальну картучи карту. Щоб трубка не згинається під час згинання, вона повинна бути заповнена. Тепер закрийте одну сторону трубки дерев'яною пробкою та заповніть все корундом. Завжди стукайте молотком по трубі так, щоб він був заповнений. Зрештою закрийте другу пробку.
Варіант #1 - згинання з нагріванням
Матеріал, що не піддається, будемо деформувати гарячим методом, попередньо заповнивши його піском. Так і якість обробки підвищиться і рівномірність згину забезпечиться. Запасемося для роботи «по гарячому» брезентовими рукавицями і приступимо:
Тепер труба може бути нагріта до смолоскипа до червоного тепла. Що стосується прикладу на початку, то це червона зазначена частина, яка рівномірно нагрівається навколо. До цих пір можна було пробити трубку, з одного боку, наприклад, на лещата і зігнути його. Перевага полягає в тому, що труба на одній стороні ще довша, щоб мати велике плече важеля. Якщо це не так, то може бути вставлена і зігнута трубка з трохи більшим діаметром.
Тонкі трубки, наприклад повітропроводи, можуть складатися вручну, без трубки. Легкі труби та канали, металеві чи пластмасові, можуть бути складені конфігураціями простих дерев'яних форм. Складання 1-дюймової трубки вручну може вимагати від вас достатньої сили.
- з обрізків бруса або полін зробимо дві пірамідальні заглушки, довжина яких повинна бути в 10 разів більша за ширину основи. Площа основи кожної саморобної пробки має бути майже в 2 рази більше квадратного або прямокутного отвору, яке їй належить затикати;
- Приміряємо, як "сядуть" заглушки, потім на одній з них виберемо з чотирьох сторін поздовжні пази. Вони потрібні для виходу газу, що накопичиться при нагріванні наповнювача;
- попередньо відпалюємо заготівлю на ділянці майбутнього згину;
- приготуємо наповнювач. Як нього візьмемо чистий будівельний пісоксередньої зернистості. Через брак сипучого будматеріалу скористаємося піском з дитячої пісочниці. Його просіємо спочатку через сито з осередками 2 або 2,5 мм, щоб прибрати з набивання гравій та кумушки. Великі включення поверхні труб можуть сформувати непотрібний рельєф. Потім просіяну масу знову «пропустимо», але вже через дрібне сито з осередками 0,7мм, щоб пилувати частки не спіклися при нагріванні. Весь відсів, як і наповнювач після завершення дій, повернемо до пісочниці;
- прожарити наповнювач при температурі 150ºС;
- заб'ємо один кінець дерев'яною пробкою, на якій немає каналів для відведення газів. На другий кінець встановимо лійку. Залежно від розміру встановимо заготівлю під кутом або перпендикулярно до землі. Через лійку порційно насипатимемо наповнювач. Періодично постукуємо по стінках виробу знизу догори дерев'яною або гумовою киянкою, щоб пісок ущільнився. Сигналом про достатнє ущільнення буде глухий звук;
- закриємо заповнену заготівлю другою пробкою;
- відзначимо крейдою на заготівлі ділянку нагріву;
- закріпимо заготівлю або в лещатах із шаблоном, або в затиску. Матеріал зі зварним швомвстановлюємо так, щоб місце зварного з'єднаннявиявилося збоку. Уздовж шва небажано розтягувати чи стискати;
- розжаримо зазначену ділянку до червоного, і акуратно надамо заготівлі необхідну форму. Згинаємо в один прийом поступальним нерізким рухом у строго горизонтальній або вертикальній площині;
- після остигання порівняємо результат із шаблоном. Якщо все гаразд, вибиваємо або випалюємо пробки та висипаємо пісок.
Описана методу хороша на формування одиничних кутових згинів, т.к. Нагрівати труби кілька разів наполегливо не рекомендують. Метал від багаторазового температурного шоку втрачає міцність. Однак при створенні округлої арки багаторазове нагрівання неминуче. Адже зробити роботу за один прийом неможливо, а охолоджена до світло-вишневого відтінку, тобто. до 800ºС, заготівля може легко розірватися.
Прикріпіть закруглений блок до труби, використовуючи дерев'яний натягувач для затискного типу, щоб створити внутрішню частинувигину. 2 Поверніть квадратний блок дерева у форму. Поверніть круглий блок, який буде формою для внутрішньої частини кривої, прямо перед квадратним блоком. Зігніть трубку, зсунувши її між блоками і тиск на точку, де ви хочете, щоб крива була. 3 Отримайте круглу або круглу криву, утримуючи три круглі дерев'яні блоки трикутним малюнком. Прикрутіть два круглі блоки безпосередньо один до одного. Прикрутіть третій круглий блок під двома іншими, на відстані, що відповідає розміру труби, що згинається. Це утворює трикутний візерунок. Накрутіть цю напрямну на стійку поверхню. Надійно закріпіть трубу на одній стороні столу. Обережно складіть носик вздовж фанери.
- Помістіть два дерев'яні блоки та гвинт на місце.
- Нахиліть блоки, тому що вони будуть зовнішнім напрямомпередбачуваної кривої.

Варіант #2 – холодний метод
Пластичну деформацію профільного прокату «по холодному» роблять як з наповнювачем, так і без його застосування. Матеріал із висотою профілю до 10 мм не вимагає заповнення. Товстішу трубу краще заповнити піском або каніфоллю. Альтернативою піщаного наповнювача послужить пружина щільної навивки, розміри якої дозволять щільно встановити її в порожнину на ділянці обробки. Пружна прокладка перешкоджатиме різкій зміні перерізу профілю в місцях згину.
Потрібно було використовувати цю техніку, бо я не маю машини для згинання труб, і мені було прямо запропоновано, щоб структура мала вигин. Цей метод особливо корисний для круглих трубвеликого калібру та великого діаметру. Це секції, які будуть вигнуті, а потім додані до периметральних труб структури.
Перед виконанням розрізів на відмітках, зроблених на трубі, необхідно відрегулювати гвинт, який регулює висоту, з якої падає диск різального інструменту. Знайдіть гвинт і затягніть його так, щоб розріз на трубі досяг 1 см від базової площини різака.

Гнути "по холодному" в домашніх умовах можна:
- вручну з використанням найпростіших пристроїв типу згинальних плит, лещат та оправки;
- із застосуванням мобільного профілегібу – удосконаленого аналога ручного трубогибу. Профілегиб відрізняється від пристрою для згинання круглих труб лише формою виїмки робочого ролика;
- шляхом прокатки на саморобному або фабричному профілегибочном верстаті, який можна змайструвати своїми руками або придбати у готовому вигляді.
Технічні засоби механізації згинання розумніше і вигідніше взяти в оренду, якщо вони потрібні для разового будівництва теплиці. Якщо в перспективі спорудження зелених будиночків для родичів і сусідів або зведення красивої металевої огорожі, наприклад, є сенс мати власну згинальну установку.
Зверніть увагу, що всі розрізи опускаються до тієї ж точки, що і регулювальний гвинт диска. Потім зробіть те саме з іншою довжиною трубки. Якщо у вас його немає, швидко виготовте його, використовуючи товщину 2 дюйми. Ця площа важлива, тому що на ній ми зробимо точне налаштування кута трубки.
Зробіть те саме з іншою довжиною трубки. Потім використовуйте 2 інших преса, щоб відрегулювати шматок вниз, доки він не буде відрегульований до площини або підлоги квадрата. Квадрат та преси допомагають контролювати деформацію матеріалу при нагріванні при зварюванні. Потім поверніть його, щоб зварити інший бік, щоб завершити зварювання кожного виїмки по всій його довжині. Зробіть те саме з іншою довжиною вигнутої трубки.
Гнучкі пристрої та машини
У сімействі пристроїв та агрегатів для згинання є представники різного ступеня технічної складності. Для початку розглянемо засоби для тих, хто спантеличений питанням, як і за допомогою чого можна зігнути профільну трубу без застосування спеціального обладнання. Потім перейдемо до саморобних прокатних установок.
Варіанти найпростіших пристроїв
Використання елементарних «помічників» для холодної деформації регламентують розміри матеріалу:
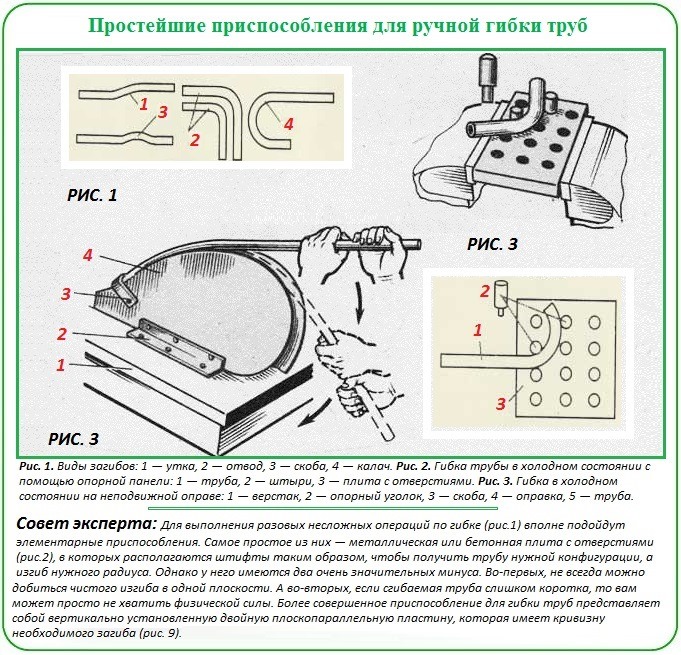
- тонкий трубопрокат з висотою профілю до 10мм гнутий горизонтальною плитою з отворами. В отвори жорстко встановлені металеві штирі, які відіграють роль упорів. Згинають виріб, розташувавши його між упорами, встановленими в отвори згідно з радіусом згинання. Починають від середини заготівлі та поступово просуваються до країв. Мінуси методу у додатку чималих м'язових зусиль та у досить низькій точності деформації;
- труби з висотою профілю до 25мм гнутий за допомогою роликових пристроїв, що працюють за принципом верстата Вольнова. Металева заготовка міцно закріплюється в лещатах, а оброблюваної частини прикладається фізичне зусилля через ролик. Гнучка виробляється якісніше і рівномірніше, ніж у попередньому випадку. Але від виконавця за аналогією знадобляться неабиякі зусилля.
Для формування вигину з великим радіусом кривизни, типу дуг для аркового каркаса, застосовуються нерухомі округлі шаблони з фіксаторами заготовки. Належать дані пристосування до розряду плоскопаралельних пластин. Заготівля із зусиллям «укладають» у паз, розміри якого дорівнюють розмірам труби. Згинається вручну за допомогою оправлення труба набуває форми заданого контуру.
Модернізована згинальна плита
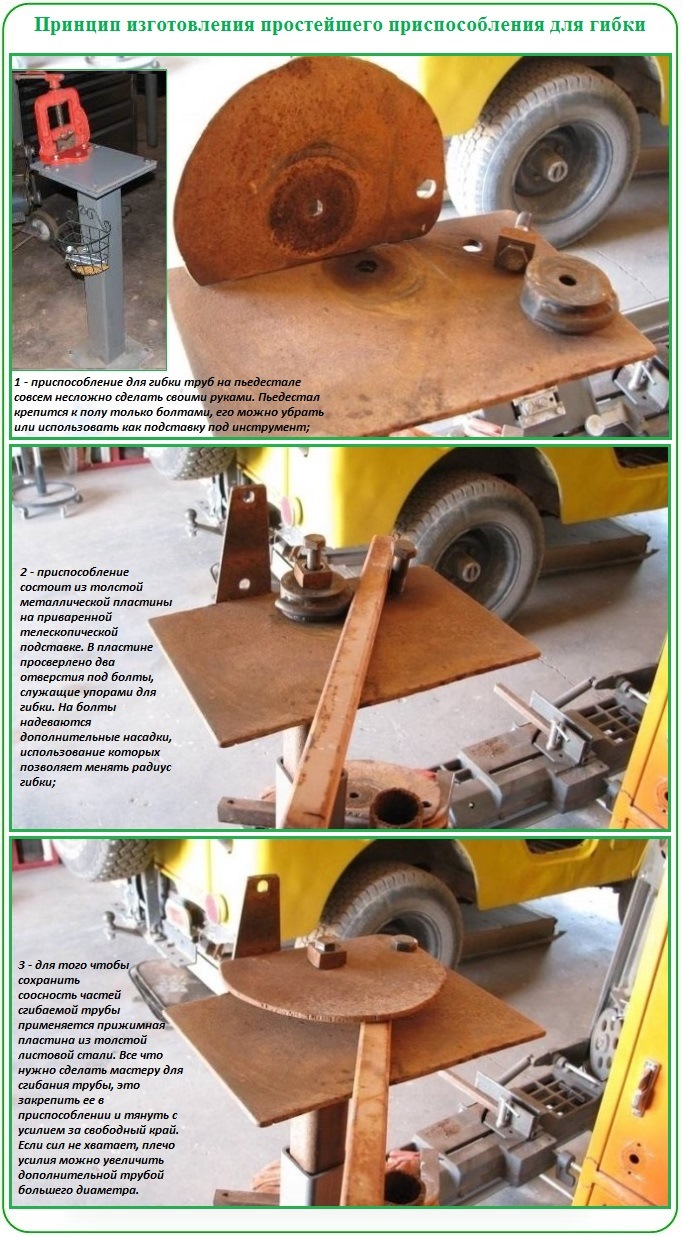
Якщо домашній слюсар не обділений фізичною силою, для власних потреб йому знадобиться найпростіший інструментдля досить трудомісткої деформації профільної труби. Його можна виконати у вигляді панелі, що прикріплюється струбцинами до робочого столу або верстата. У наведеному на фото випадку згинальна пластина приварена до металевого постаменту, а ось він прикручений чотирма болтами до бетонній підлозімайстерні. Щоб прибрати пристрій після завершення роботи достатньо буде вивернути болти. Ніяких кріпильних штирів після демонтажу не залишається і не піднімається над поверхнею підлоги, отже, нічого не заважатиме пересуванні та створювати травмуючих загроз.
Принцип виготовлення робочої площини гранично простий:
- Гнучкою плитою служить панель, вирізана з товстого листового заліза.
- Панель приварена до профільної труби, яка встановлюється за телескопічними правилами у стійку п'єдесталу.
- У робочій площині просвердлено два отвори під болти, що є упорами.
- Радіус згинання регулюється за допомогою установки на один із болтів насадок відповідного розміру.
- З метою збереження співвісності відрізків, прилеглих до згину, над заготовкою встановлюється металева пластина, що фіксується болтами.
Постамент багатофункціональний. У його власника є можливість використовувати його як мініатюрний верстат для виконання великої кількості слюсарних операцій.
Оправлення для згинання профільної труби
Метод підходить для виробів із висотою стінки до 25мм. Майстру знадобиться великий за площею верстат і значне за обсягом вільний простірнавколо робочої зони. Один край верстата перфорується часто розташованими отворами для оправного кріплення і для вибору оптимального положення деталі, що фіксує трубу. Шаблон для майбутньої пластичної деформації вирізається із товстої фанери. Щоправда, фанерна оправка придатна лише для разових згинальних процедур. Якщо робіт зі згинання доведеться зробити чимало, оправки краще зварити зі сталевого куточка.

Використання ручного профілегібу
Значні обсяги робіт з деформації потребують механізації. Масове виготовлення вигнутих деталей забере у виконавця забагато здоров'я. Щоб полегшити згинання, бажано зробити верстат по кресленню. Застосовують в основному для робіт із заготовками великого розміру. Основними робочими органами ручного агрегату є три валка, два з яких закріплені нерухомо. Зміна положення третього рухомого валка визначає кут згинання.
Якщо вищеописані способи не прийнятні, то майбутній власник теплиці має два виходи – оренда ручної установкиабо замовлення виготовлення округлих деталей. Процес деформації заготівлі продемонструвало відео: як легше зігнути профільну трубу – багаторазовою прокаткою чи фізичною дією, вирішувати виконавцю.
При роботі вручну важливо дотриматися правил згинання профільних труб і не робити різких рухів. Потрібно стежити за рівномірністю деформації із зовнішньої та внутрішньої сторони прокату. Однак не слід занадто засмучуватися через дрібні складки на внутрішньої поверхнізгину: їх можна виправити ударами молотка. Перед початком робіт треба зробити шаблони із дроту, ДСП або гіпоскартону для звіряння та отримання результату, що відповідає проекту.
Створення вигину профільної труби професійним будівельникомабо звичайним господарем часто може зустрітися в процесі будівництва чи ремонту будь-якого заміського будинкута котеджу. Наважившись виконати згинання профільної труби власними рукамив побутових умовах, господар завжди спантеличується про те, як правильно і надійно влаштувати тепличну конструкцію, криту терасу або курилку.

При створенні таких конструкцій використовують саме вироби, оскільки вони набагато популярніші перед трубами з традиційної круглої форми.
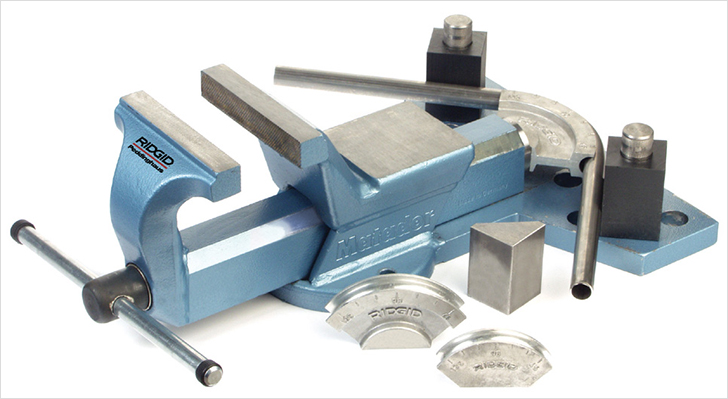
Труби, що мають звичайний переріз у вигляді кола, згинаються за допомогою звичайного гідравлічного трубогибу зі спеціальними черевиками та роликами для круглих заготовок. При цьому вигнути профільні деталі на такому верстаті неможливо, оскільки його виконавчі пристрої круглих формпросто зіпсують профіль - заготівля розтріскається, поламається, або зовсім роздавиться.
Способи згину профільних елементів
Профільну трубу можна без будь-яких дефектів вигнути і своїми руками. Для виготовлення таких гнутих профільних деталей є багато прийомів. Одним із поширених варіантів є згинання профільної заготовки за допомогою спеціальних пристроїв – так званих профілегибів. Однак ціна такого обладнання досить висока, яка ставить під питання придбання такого спеціального верстатау звичайного господаря.
як зігнути профільну трубу без трубогибу
У разі рідкісної необхідності виготовлення гнутих профілів у побутових умовах пропонується придбати на ринку спеціальні трубогиби ручної роботи, що використовуються як для труб із круглим перерізом, так і для профільних заготовок. Вартість такого домашнього обладнання орієнтовно дорівнює 100 доларів. Варто зазначити, що при використанні ручних інструментівдля створення гнутих деталей необхідно господареві мати відповідну фізичну та моральну підготовку – робота вимагає витривалості та терпіння, але економно.
За одноразової необхідності виконання згинів на заготовках купувати навіть ручні механізми нераціонально. У цьому випадку рекомендується придбати на ринку вже виготовлений елемент або можна зробити замовлення на майстерні або на відповідному підприємстві, де за порівняно невисоку плату зможуть виготовити будь-яку деталь із власного профільного матеріалу.
При такому розв'язанні задачі можна не лише знизити вартість робіт і не витратити особистий час і сили, а й досягти необхідного результату – отримати деталь із якісним та правильним згином певного діаметра чи форми.
У кожному будівельному і не тільки справі завжди існують народні методи. Вигин профільних заготовок власними руками – не виняток. Тільки в цьому випадку існує можливість виготовляти згини, мідних або полімерних. трубних заготовокневеликого розміру.
Згинання профільних виробів за допомогою трубогибу
Специфіка процесу
В разі самостійного виготовленнявигину профільної заготовки необхідно спочатку визначитися з розміром її перерізу, товщиною стін, матеріалом, з якого зроблена деталь, а також діаметром або формою вигину.

При цьому також необхідно врахувати умови наявного виробництва, які зможуть забезпечити максимальну точність вигину та високу якість вироблених деталей.
Згинання профільних труб відбувається у певних межах технічних допусків за товщинами стінок та конфігурації перерізу. Важливим завданням є недопущення таких дефектних явищ, як злами внутрішньої частини профільної заготівлі, що згинається, і роздавлювання поперечної частини заготівлі.

Виготовлення згину
З метою виготовлення вигину необхідно мати спеціальний трубогиб, призначений для згинання холодним способом із розтягуванням. Розтягування, що створюється за допомогою такого верстата, дасть зсув нейтральної осі заготовки в бік вигину. Такий ефект при розтягуванні профільної деталі дозволить знизити утворення гофрованої зони на поверхні згину.

Розташувавшись в агрегаті, заготівля затискається з обох боків і одночасно розтягується. Разом з цим, при переміщенні шаблону, що згинається, труба починає згинатися.
Для згинання заготовки з нержавіючої сталі без дефектів, погіршення якості та зниження стійкості стін деталі у зоні вигину такий процес необхідно виконувати під внутрішнім. гідростатичним тиском. Для цього необхідно заглушити кінці труби пробками, усередині якої знаходиться залита рідина. Далі, потрібно перемістити шаблон, що згинається до центру виробу, за допомогою якого робиться вигин певної форми або діаметру.
Процес згинання своїми руками
Зробити вигин профільної заготовки власними руками можна без жодного. професійного обладнаннята спеціальних інструментів. У такий спосіб найчастіше можна досягти вигину насправді щодо хорошої якості.
Формування вигину за допомогою звичайної болгарки та за допомогою зварювання
Для згинання профільної труби насамперед необхідно мати звичайну болгарку та зварювальну машину.

З метою згинання заготівлі необхідно пройти такі етапи:
- Визначити радіус згинання заготовки.
- Уздовж лінії профільної деталі, що згинається, потрібно зробити поперечні розрізи трьох площин з однаковим інтервалом між собою.
- Далі, без особливих зусиль можна зігнути деталь.
- Потім потрібно заварити прорізані ділянки.
- Зварювальні шви необхідно обробити та зашліфувати.

Згинання із застосуванням засобів внутрішньої протидії
Для здійснення такої технології необхідно використовувати такий засіб, як спеціально підготовлена пружина. При цьому потрібно всередину профільної труби впровадити пружину. прямокутного перерізуз металевого дроту з товщиною від 1 до 4 мм залежно від розмірів труби, що згинається. Далі можна починати згинати елемент.

Розмір відрізків сегмента пружини повинен бути меншим від внутрішніх розмірів перерізу труби на 1,5–2 мм, для створення можливості проникнення пружини всередину труби без особливих зусиль.
Після введення пружини до місця загину заготовки перед згинанням необхідно нагріти район згину паяльною лампою. Після цього можна виконати вигин виробу за допомогою спеціальної болванки з таким радіусом, який повинен збігатися з необхідним внутрішнім радіусом деталі, що згинається.

З метою згинання профільної деталі для опалення або водопостачання з міді існує один відносно неординарний спосіб, який можна здійснити тільки зимовий час.
Полягає такий унікальний варіант у наступному:
- Насамперед необхідно один край мідної трубизакупорити пробкою та наповнити її водою.
- Потім розмістити заготовку з водою на вулиці в морозну погоду до остаточного замерзання води.
- Далі, виконати згинання труби відповідно до згинального шаблону певного радіусу. При цьому труба гнутися без особливих зусиль і без спотворення свого перерізу.
За такою ж схемою вдасться зігнути труби алюмінієвого типу, а також такого матеріалу, як латунь.
Згинаємо без трубогибу
Зробити вигин прямокутної заготовки без трубогибу можна ще за допомогою добре висушеного та ретельно просіяного піску. Перед згинанням необхідно в один із кінців труби забити клин з дерева в глибину, що дорівнює від 10 до 20 см. Після цього засипати до краю протилежний відкритий отвір труби очищеним і висушеним піском і забити подібний клин. Потім можна починати згинання заготовки за допомогою болванки певного діаметра, який повинен збігатися з запланованим розміром виробу.
При дуже різких згинах – коли радіус невеликий, ділянку згинання рекомендується розігріти за допомогою пальника. Завдяки набитому до країв у трубу піску збережеться форма перерізу виробу.
Після виконання згинання необхідно випалити одну із пробок, висипати пісок зсередини та вирвати другу пробку.



