Зварювальний апарат для пп труб. Як вибрати апарат для зварювання поліпропіленових труб Технічні характеристики. Експлуатація зварювальних апаратів.
Монтаж поліпропіленових трубсвоїми руками - завдання, посильна для кожного, хто володіє більш-менш навичкою фізичної роботи.
Висока надійність зварних з'єднаньдозволяє виробляти прихований монтажтрубопроводів - із закладенням у конструкцію будівлі. Це створює додаткові переваги з погляду дизайну приміщень.
Ці затискачі швидко звільняються і дозволяють швидко виймати трубу після зварювання. Вирівнювання повністю виконане із сталі; складається з центральної пластини, що позиціонує, і осей для кріплення труб. Щоб забронювати прокат через портал, реєстрація необхідна на веб-сайті, який є простим та безкоштовним і має бути виконаний лише вперше. Усі транзакції, зроблені на порталі, не мають на увазі Немає обов'язку наймача. « Програмне забезпечення»: Майбутнє кодування. Усі фітинги оснащені ярликом штрих-коду, який містить всю інформацію, необхідну виготовлення зварювання.
Деякі загальні правила зварювання пластикових труб
Існує два способи з'єднання пластмасових труб - враструб і встик. Незалежно від способу з'єднання, при зварюванні поліпропіленових труб необхідно дотримуватись певних правилбез дотримання яких висока міцність шва не може бути гарантована.Добре зварюватися можуть лише термопласти одного хімічного складу, тобто. труби ПП типу 3 повинні з'єднуватися з трубами та фітингами з ПП типу 3. У цьому випадку при нагріванні до певної температури вироби мають однакову плинність, що забезпечує якісне з'єднання. За умови однакової марки труб їх колір значення не має. Він визначається дуже малою кількістю хімічно нейтрального пігменту, що не впливає на зварюваність.
Вибираємо ручний пристрій для застосування у побуті
Час зварювання автоматично визначається залежно від температури довкілля. Спеціальний тепловий зонд міститься вздовж зварювального дроту. Простий, безпечний і швидкий ручка ручка як олівець і злегка помістіть його під етикеткою. Потім проведіть оптичне перо швидко і безперервно по всій поверхні етикетки, злегка натиснувши трохи краю. Читання можна зробити зліва направо та праворуч наліво. У разі відмови оптичного пера можна керувати.
Можливість зберігання даних зварювання. Знімний електричний різак з реверсивними лезами, мікровимикачем та запобіжником. Повний електрогідравлічний блок керування з регулюванням тиску, байпасу та акумулятора. Оснащений важелем зміщення, який на додаток до виконання руху діє за шкалою, що показує значення паяння зварювальної трубки.
Частини труб і інструмент, що зварюються, повинні бути чистими. Особливо негативно позначається на якості сполуки наявність на поверхні деталей олії та жиру. Їх потрібно видаляти за допомогою спирту, ацетону чи інших розчинників. Інструмент слід очищати спиртом. Дрантя, що використовується для цих цілей, не повинна залишати волокон.
Хороша продуктивність полімерних труб є одним з основних факторів, що підвищують їх практичне застосуванняпри транспортуванні рідин та газів. Забезпечуючи високу надійність і тривалий термін служби при відносно малій вазі, вони часто віддають перевагу використанню металевих труб. Вони широко використовуються як для будівництва трубних систем, так і для трубопроводів та газопроводів.
Основні види зварювальних апаратів
Адгезія полімерних труб до мереж трубопроводів зазвичай здійснюється шляхом зварювання, що вважається відносно швидким та легким процесом. Надійна технологія підключення. За словами фахівців, з'єднання зварних труб є більш надійною технологією, ніж інші методи, що використовуються. Використовуються кілька методів - стикове зварювання, зварювання плавленням, електричне зварювання.
До забруднень можна віднести і зовнішній шар полімеру, що зазнав руйнування під дією ультрафіолету та кисню повітря. Видалити його можна лише механічною зачисткою. Іноді на поверхні труб може конденсуватися волога, яка також становить небезпеку для з'єднання. Перед зварюванням її потрібно видалити просушуванням.
Холодне зварювання поліпропіленових труб
Використання відповідного зварювального обладнання та гарне знання технології та вимог до труб є однією з умов їх успішного та надійного з'єднання. Основною вимогою для обладнання, що використовується, є те, що він відповідає відповідним стандартам. Експерти радять при виборі зварювального апарату спочатку визначити цілі, для яких він використовуватиметься. Різноманітність доступних пристроїв не є невеликою: від кишенькових інструментів до професійних зварювальних апаратівдля більших діаметрів.
Не слід намагатися прискорити охолодження з'єднання за допомогою води або холодного повітря. Швидке охолодження шва може призвести до виникнення напруги, що знижує його міцність. Якщо зварювання поліпропіленових труб відбувається за низької температури навколишнього повітря, потрібно уповільнити охолодження, покривши шов тканиною або утеплювачем.
Що потрібно врахувати під час виборів?
У принципі, пристрої можуть бути розділені на механічні або гідравлічні, плавильні, електродні зварювальні апарати тощо. Зварювальні машини Зварювання - це метод кріплення, при якому попередньо оброблені кінці труб піддаються рівномірному нагріванню по всій поверхні, а потім стискуються разом по всій площі контакту. Для виконання процесу потрібно більше часу та зусиль, ніж інші методи, але призводить до сильного та надійного з'єднання.
Машини, що використовуються, зазвичай механічно або з гідравлічним приводом. Також доступні ручні зварювальні апарати. Використання механічних зварювальних апаратів пов'язане з використанням труб із малими діаметрами. Вони особливо рекомендуються у випадках, коли якість та міцність зварювального шване є суттєвими, наприклад, безшовні труби для водопостачання та каналізації або інші типи труб з низькими експлуатаційними вимогами.
Для зварювання поліпропіленових труб використовуються фітинги (кути, трійники, відводи) з того самого матеріалу, що й самі труби. Використання додаткових з'єднувальних деталей не можна розглядати як недолік способу, оскільки одночасно з функцією, що з'єднує, вони також відіграють роль елементів, що забезпечують зміну напрямку трубопроводів.
Як вибрати паяльник - враховуємо технічні характеристики
При зварюванні напірних трубопроводівта газопроводів в основному використовуються електрогідравлічні зварювальні апарати. Ці машини можуть бути різною мірою автоматизації повністю автоматизовані, що значно полегшує процес зварювання і підвищує якість зварювального шва. Добре мати на увазі, що зварювання пластикових труб призводить до використання додаткових інструментів, таких як кронштейни та нагрівальні елементи.
Поліфазна зварювання. Цей пристрій в основному використовується для полімерних труб та фітингів діаметром від 16 мм до 125 мм. Існує два типи - ручний та механічний. Різниця полягає головним чином у потужності та продуктивності праці. Кишенькові комп'ютери переважно використовуються для роботи з малими діаметрами. Механічні машинипідходять для роботи з трубами діаметром, зазвичай, в діапазоні від 110 до 125 мм. Вони вважаються придатними для зварювання труб та фітингів із поліпропілену та поліетилену.
Схематично процес зварювання враструб являє собою оплавлення поверхонь, що сполучаються (зовнішньої поверхні труби і внутрішньої - фітинга) за допомогою спеціального нагрівального інструменту, складання нагрітих деталей (вставка труби у фітинг) і залишення їх в такому положенні до охолодження.
З'єднання металу з поліпропіленом
У поліфузійному зварюванні фітинг і труба нагріваються одночасно, щоб досягти високого пластичного стану, після чого трубка вставлена на кінець фітинга, з'єднання фіксоване та охолоджене. Отримана сполука характеризується однорідністю та високою міцністю. Важливо мати на увазі, що в процесі зварювання необхідно суворо дотримуватись основних параметрів зварювання - температуру, тиск і час, враховуючи якість і термін служби зварювання.
Зварювання Цей метод заснований на використанні предметів, що є готовими фітингами з вбудованими нагрівальними елементами. Під час встановлення вбудований нагріваючий елементнагрівається електричним струмом. При нагріванні полімерний матеріал плавиться і труби з'єднуються разом. Муфти захищають шов від негативного впливу температури, тому точка з'єднання характеризується високою міцністю та надійністю.
З'єднання врозтруб є більш надійним, ніж зварювання встик. Сам характер з'єднання (труба вставляється у фітинг) забезпечує його підвищену міцність, не вимагає інструменту для центрування труб і не висуває високих вимог до практичних навичок користувача. Зварювання поліпропіленових труб своїми руками сильне не тільки будь-якому чоловікові, а й багатьом жінкам.
На практиці цей метод все частіше використовується, оскільки він простий, зручний та безпечний і вважається одним із найнадійніших. Вважається за доцільне для локального ремонту трубопроводів і газопроводів, розташованих під землею або в важкодоступних місцяхдля зварювання труб, що постачаються в рулонах та інших. Метод також дозволяє зварювати труби дуже великого діаметра.
При використанні такого типу зварювання слід мати на увазі, що перед запуском процесу необхідно очистити зварювальну поверхню спеціальним. миючим засобомвидалення можливих забруднень. Для полегшення зварювання рекомендується, щоб контакт дроту знаходився у верхній частині труби. Як правило, труби мають штрих-код, що містить інформацію, необхідну для процесу зварювання. Після зварювання потрібно деякий час для охолодження труби. Також варто враховувати, що фактором, що впливає на якість зварювання, є повна нерухомість труби.
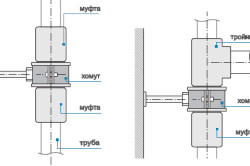
Устаткування для зварювання врозтруб. Апарати для зварювання поліпропіленових труб в розтруб, звані також паяльниками або прасками, являють собою пристрої, основною частиною яких є нагрівальна головка, на якій закріплюються змінні елементи - муфти та дорни. Перші служать нагріву зовнішніх поверхонь труб, другі нагрівають внутрішні поверхні фітингів.
Типові помилки при зварюванні врозтруб
Зварювання електромагнітами має ряд переваг, які дозволяють надійно приєднуватись до пластиковим трубамта створювати єдину систему трубопроводів. Серед його переваг: простий та швидкий спосібз'єднання труб, можливість зварювання в траншеях з ухилом, швидке встановлення та міцне з'єднання, економічність та практичність.
Зварювальний апарат може бути універсальним, здатним обробляти різні матеріалиабо призначений для роботи з конкретним полімером. Екструзійне зварювання Інший тип зварювального апарату для труб з полімерних матеріалів- Це інструмент для екструзійного зварювання. У цьому випадку складання виконують за допомогою добавки, яка за складом та формою повинна бути аналогічна основному матеріалу. Додатковий матеріал зазвичай пластифікують у зоні зварювання екструдером. Кромки зварені пластифікуються як додатковим гарячим матеріалом, так і гарячим газом, що подається в зону зварювання.
Безпосередньо нагрівач найчастіше має форму трикутної пластини, хоча й інші види виконання. Розміри пластини визначають розмір насадок (діаметр труб, які можна зварювати) та кількість нагрівальних пар, яка може бути встановлена одночасно. Чим більше площапластини, тим потужніший апарат.
Зварювання є універсальним методом з'єднання металевих і пластикових труб. Оскільки пластикові труби все частіше починають використовуватися для водопостачання, каналізації, дренажу, газифікації, поливу та захисту ліній зв'язку всередині та за межами будівель, інфраструктурні проекти зажадали використання спеціального обладнаннядля забезпечення реалізації Надійних з'єднань у цих системах трубопроводів шляхом зварювання відповідно до існуючих вимог та стандартів. Ми Роздивимось різні варіантизварювальних апаратів для основної групи пластикових труб - поліетилену з їх можливостями та технологічними характеристиками.
При закріпленні, муфти та дорни потрібно розміщувати таким чином, щоб забезпечувався їх контакт із пластиною всією опорною поверхнею.
Що стосується потужності паяльника, якщо муфта і дорн контактують з пластиною по всій площі, то необхідна температура нагрівальної пари 260°C буде досягнута в будь-якому випадку - незалежно від потужності паяльника (в розумних межах). Просто менш потужному апарату для виходу на робочий режим потрібно більше часу, ніж потужному.
Всі вони доступні на болгарському ринку під різними брендами та різними моделями. Процес зварювання прикладає тепло та стиск до площі контакту матеріалів та створює нероз'ємне з'єднання. Поліетилен знаходиться в групі термопластичних пластмас, що підлягають зварюванню. За певних температур вони переходять у рідкий станта при поверхневих контактах між ними відбувається дифузія або обмін макромолекули. Перевагами цього з'єднання є висока продуктивність, низька трудомісткість, економічність та висока міцність та щільність з'єднання.
Існують моделі паяльників, у яких нагрівальна головка має форму стрижня. Їх основною перевагою є компактність. Щодо технічних параметрів, то форма головки на них особливого впливу не має.
Важливе значення має тип термодатчика, що використовується. Чим точніше його робота і менше діапазон коливання температури, тим якісніший паяльник. Найбільш досконалими вважаються електронні терморегулятори, що являють собою терморезистори, здатні вимірювати температуру не тільки дуже точно, а й близько до робочих поверхонь дорнів та муфт. Їх використання дозволяє знизити температурну інерційність апарату, наблизити фактичну температуру нагрівальної пари до тієї, що відображається на шкалі приладу. Капілярні термостати і тим більше біметалічні реле працюють грубіше. Діапазон регулювання та розбіжність між фактичною температурою дорну та муфти і тією, яка встановлена на шкалі приладу, у них набагато вища, ніж у терморезисторів.
Зварювання поліетиленових труб є перевіреним та надійним способом з'єднання труб, щоб завоювати довіру професіоналів у борошні. З'єднання, отримане цим методом, має більшу довговічність, ніж сама труба, щось вражаюче, враховуючи, що ми звикли сприймати розташування з'єднань труб як найбільш уразливі в мережах трубопроводів. Зварювання поліетиленових труб змінює це бачення і стає найпопулярнішим методом склеювання.
Особливості зварних з'єднань труб. Мережа поліетиленових труб, у якій окремі деталі зварюються разом, конкурує протягом усього терміну служби з аналогічною довгою трубопровідною магістраллю без трубчастих з'єднань. Методи зварювання поліетиленових труб гарантують, що гнучкість матеріалу буде збережена по всьому трубопроводу. Після зварювання труби можуть бути прокладені звичайним способому траншеї, але немає перешкод, які можуть бути встановлені за допомогою альтернативних технологій - наприклад, бестраншейного або без піщаного шару.
Однак, незалежно від використовуваного терморегулятора, після виходу апарата на робочий режим (за показаннями індикатора) потрібно дати йому ще кілька хвилин на те, щоб температура насадок остаточно зрівнялася з тією, яку показує прилад. І лише після цього братися за роботу.
Можна зустріти паяльники із двома нагрівальними елементами різної потужності, оснащені готельними вмикачами. Причому потужність кожного нагрівача забезпечує необхідний температурний режимсамотужки. Це дозволяє вибирати оптимальну потужність, або використовувати другий нагрівальний елемент як дублюючий на випадок перегорання першого. Нагрівачі можна включати одночасно для форсованого виходу на робочий режим.
Способи зварювання таких труб різні - стикове зварювання, зварювання електродами, поліфазне зварювання та екструзія. Машини для їх реалізації також різноманітні – ручні, механічні, електрогідравлічні, з різним ступенем автоматизації. Вибір методу та машини проводиться кваліфікованим фахівцем залежно від типу труби та її застосування. У всіх випадках вибір повинен відповідати вимогам та стандартам для різних програм. Тільки кваліфіковані спеціалісти можуть обробляти та встановлювати такі труби.
Перед початком зварювальних процесів необхідно перевіряти поліетиленові труби щодо пошкоджень при транспортуванні та інших дефектів. Частини нерегулярності розрізаються тонким зубчастим лезом чи різаком для поліетиленових труб. Щоб зробити розріз перпендикулярно до осі труби, використовуйте пиляльний диск. Потім необхідно очистити краї від усіх видів бруду та перекриттів внаслідок процесів окислення. Це забезпечить стабільні стосунки. Використання спеціального обладнання для зварювання поліетиленових труб забезпечить нерухомість труб при нагріванні, пресуванні, склеюванні та подальшому охолодженні після зварювальних процесів.
Крім набору дорнів і муфт, в комплект обладнання для зварювання поліпропіленових труб можуть входити різні допоміжні інструменти та матеріали - фаскознімач, калібрувальник, торцювальник, ножиці для різання труб, рідина, що очищає, та ін. Не всі з них входять в базову комплектацію, деякі пропонуються опційно.
Укомплектованість зварювального апарату інструментом для підготовчих операцій не менш важлива, ніж технічні параметри паяльника. Бажано мати якнайбільше повний набірЦе дасть можливість працювати з будь-якою трубою незалежно від її розміру і характеру армування.
Технологія зварювання врозтруб
Зовнішній діаметр труби трохи більше за номінальний діаметр, а внутрішній діаметр фітинга - трохи менший за номінальний діаметр трубопроводу. Наприклад, труба діаметром 20 мм має зовнішній діаметр 20,3-20,5 мм, а фітинг для трубопроводу діаметром 20 мм має внутрішній діаметр 19,5-19,7 мм. При цьому діаметри робочих поверхонь муфт і дорнів у їхній середній частині (робочі конічні поверхні, конусність близько 0,5°) відповідають номінальному діаметру.Таким чином, труба та фітинг без нагрівання не можуть бути поєднані ні з муфтою та дорном, ні один з одним.
У процесі суміщення труби з нагрітою муфтою зовнішній шар труби оплавляється і видавлюється назовні у формі валика (грата), а внутрішні шари прогріваються достатньо, щоб пружно стиснутися і дозволити трубі увійти в нагріту муфту. Схожий ефект спостерігається при поєднанні фітингу з нагрітим дорном. При з'єднанні після нагрівання труби та фітинга труба пружно стискається, а фітинг пружно розтягується. В результаті нагріті поверхні, що зварюються, тиснуть один на одного, витісняючи повітря і забезпечуючи перемішування розплавленого матеріалу.
Технологія зварювання поліпропіленових труб в розтруб полягає у виконанні наступних операцій: різання труби, підготовка деталей до зварювання, монтаж та виведення на робочий режим зварювального апарату, встановлення деталей на прогрів, складання з'єднання та його охолодження.
Без великих зусиль поєднати трубу та фітинг вручну з нагрітим інструментом, а потім – поєднати трубу з фітингом у з'єднання, вдається тільки при зварюванні трубопроводів невеликих діаметрів – до 40-50 мм. Для зварювання труб діаметром більше 50 мм найкраще використовувати спеціальні центратори для розтрубного зварювання.
Різання труб. Різання труби виконують спеціальними ножицями, що виключають зминання її стінки.
Підготовка труб та фітингів до зварювання. Стандартна підготовка полягає в очищенні та знежиренні зовнішньої поверхнітруби та внутрішньої поверхніфітінг. Однак крім стандартної є ще й спеціальна підготовка, що виконується щодо армованих труб, але не всіх, а лише деяких з них. Здійснюючим монтаж поліпропіленових труб своїми руками необхідно знати про особливості підготовки труб, що мають різне армування.
Завдяки композитним ПП трубам з армуванням алюмінієм або скловолокном досягається висока термічна стабільність трубопроводу (низьке температурне розширення), завдяки чому відпадає необхідність встановлення температурних компенсаторів у системах опалення та гарячого водопостачання. Армування алюмінієм, крім того, виключає дифузію кисню до системи. Кисень, що проник через стінку труби, насичує воду. замкнутих високотемпературних системгазом, що викликає кавітацію у вентилях, насосах та інших елементах трубопроводу.
Труби без армуючого шару або армовані скловолокном не вимагають спеціальної підготовки.
Труби армовані алюмінієм, розташованим близько до поверхні (під тонким декоративним шаром поліпропілену), вимагають видалення армуючого шару спеціальним інструментом - шейвером. При зварюванні ПП труб цей шар необхідно видаляти, щоб забезпечити міцний та нерозривний зв'язок труби з фітингом.
Труби, в яких армуючий шар алюмінію розташований усередині стінки, необхідно піддавати операції торцювання спеціальним інструментом, метою якої є видалення кромки алюмінію, що виходить на торець труби. Якщо цього не зробити, вода може проникнути відкритим армуючим шаром в середину стінки і викликати її здуття.
Нижче наведено фото розрізів з'єднань зроблених без торцювання (неправильно) та з торцюванням (правильно).
Найкращий результат досягається із застосуванням спеціальних муфт. Їх конструкція забезпечує обволікання поліпропіленом кромки армуючого шару (його замуровування), у результаті виключається його контакт із водою.
Іноді виробниками труб даються рекомендації при підготовці труби до зварювання незалежно від наявності армуючого шару, калібрувати її по зовнішньому діаметру і знімати фаску. Необхідність першого пояснюється можливою еліпсністю труби, яка повинна бути усунена калібруванням. Зняття фаски полегшує встановлення труби в муфту. Однак у більшості випадків при зварюванні поліпропіленових труб своїми руками ні першого, ні другого не роблять, вважаючи ці операції зайвими.
Підготовка зварювального апарату ("паяльника"). Перед початком робіт, паяльник для зварювання поліпропіленових труб необхідно надійно закріпити в кронштейні або на станині. Під час встановлення на прогрів до деталей докладаються певні зусилля, що передаються на паяльник. Для зручності роботи необхідно, щоб він був міцно закріплений та нерухомий.
Після установки апарата, на його нагрівачі закріплюється відповідна нагрівальна пара (дорн і муфта), виставляється за допомогою тумблера необхідне значення температури нагрівання, і апарат вмикається в мережу. Температура інструменту для зварювання поліпропіленових труб в розтруб повинна становити 260±10°С. Це значно перевищує температуру в'язкотекучості поліпропілену і робиться з тією метою, щоб швидко оплавити поверхневий шар труби та фітингу та зняти деталі, не допускаючи прогрівання їхньої стінки на всю товщину. В іншому випадку труба та фітинг втратять жорсткість, і їх неможливо буде з'єднати.
Встановлення деталей на прогрівання. Після виходу апарату для зварювання поліпропіленових труб на робочий режим (про що має просигналізувати індикація приладу), труба та фітинг одночасно встановлюються для нагрівання - труба вставляється в муфту, фітинг надягається на дорн. Якщо одночасне встановлення деталей неможливе, першим встановлюється фітинг, оскільки він масивніший.
Труби та фітинги мають матеріал на припуск, який видавлюється під час встановлення деталей, утворюючи грат – валик у вигляді кільця. Його зрушення вимагає застосування певної сили. Однак зусилля не повинно бути зайвим, насувати деталі потрібно поступово, стежачи за тим, щоб грат, що утворюється, був правильної форми. Якщо фітинг одягається на дорн вільно, без зусилля та освіти грата, значить, він бракований і використовувати його не можна.
Встановлюючи деталі, потрібно контролювати глибину їхньої установки, щоб зняти зусилля, коли вони упруться у дно муфти і вершину дорну. В іншому випадку можна зім'яти торець труби та обмежувач фітингу. Для контролю за глибиною занурення труби в муфту, на ній можна зробити позначку на потрібній відстані від торця. Але найчастіше цього не роблять, трубу та фітинг просто встановлюють на оправку доти, доки вони не упруться.
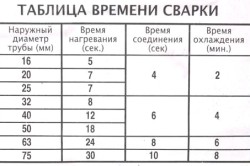
Після встановлення деталей у муфту і на дорн апарату для зварювання пластикових труб, потрібно дати їм час для оплавлення поверхонь. Тривалість нагріву – дуже важливий параметр. Вона повинна бути достатньою для того, щоб поверхні нагрілися до стану в'язкотекучості, але не бути вищим за те значення, за яким деталі почнуть втрачати жорсткість. У виробників пластикових труб є таблиці, що встановлюють час нагрівання в залежності від марки поліпропілену, діаметра труби та товщини стінки. Орієнтовні значення тривалості нагрівання для труби PPRC (ПП тип3) PN20 наведено в таблиці нижче.
| Діаметр труби, мм | 16 | 20 | 25 | 32 | 40 | 50 | 75 | 110 |
| Час нагріву, сек. | 5 | 5 | 7 | 8 | 12 | 18 | 30 | 50 |
| Час перестановки*, с. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 10 |
| Час фіксації **, сек. | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 50 |
| Час повного остигання ***, хв. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 8 |
* - час на зняття розігрітих деталей та з'єднання їх.
** - час утримання з'єднання до часткового остигання. Цей час використовується для вирівнювання з'єднання руками. Після цього часу з'єднання втрачає еластичність, змінювати його форму вже неможливо.
*** - Утримувати деталі до повного остигання немає необхідності. Достатньо не створювати навантаження. Після цього з'єднання готове.
Час нагрівання відраховується з досягнення деталями упорів. Після того як воно закінчиться, трубу та фітинг з тим самим помірним зусиллям знімають із оправок.
Складання деталей. Зняті з оправ прасок для зварювання поліпропіленових труб деталі без зволікання з'єднуються між собою (труба вставляється у фітинг). Час, який минає з моменту зняття деталей до моменту їх складання, має бути якнайменше і в будь-якому випадку не перевищувати 4-6 секунд. Зволікання загрожує охолодженням деталей і неможливістю їх складання або, принаймні, низькою якістюз'єднання.
З'єднуючи труби з фітингами, не слід провертати їх один до одного більш ніж на 5°. Правильність з'єднання потрібно контролювати по виду грата, що утворюється, який повинен бути однаковим по товщині з усіх боків.
Охолодження з'єднання. Після з'єднання деталей і (за потреби) їх редагування, на яку за технологією відводиться всього кілька секунд, до деталей не можна докладати жодних зусиль доти, доки поліпропілен повністю не затвердіє. Зазвичай цього потрібно 2-4 хв.
Орієнтовні значення тривалості всіх операцій при зварюванні для труби PPRC (ПП тип 3) PN20 вказані в таблиці вище. Точні значенняпараметрів повідомляються виробниками труб та фітингів.
Типові помилки при зварюванні врозтруб
Правильно виконане з'єднання є монолітний вузол, що складається з фітинга і труби, який за міцністю не тільки не поступається цілій трубі, але навіть перевершує її.Різні помилки при зварюванні можуть порушити монолітність з'єднання та призвести до втрати герметичності або створити слабке місцеу трубопроводі, який може зруйнуватися при короткочасному підвищенні тиску. Ці помилки можуть бути наступними.
Недоведення труби та фітингу до упорів при встановленні їх на прогрівання. Це призводить до неможливості складання деталей на повну глибину (деталі впираються в грат, не дійшовши до кінця) та появі слабкого місця у з'єднанні.
Перевищення нормальної глибини занурення труби в муфту під час її встановлення на прогрівання- через надмірне застосування сили та/або несвоєчасного її зняття. В цьому випадку торець труби загинається всередину, утворюючи грат, який звужує прохід труби і перешкоджає вільному перебігу води.
Недоведення деталей до упорів під час їх складання(З'єднання не на всю глибину). Наслідок цього – ослаблене місце у поєднанні.
Перегрів деталейчерез перевищення часу нагріву або надто високої температури паяльника. Ця помилка призводить до втрати деталями жорсткості і неможливості їх складання або деформацій і складок у з'єднанні, якщо деталі все ж таки вдалося зібрати. Останнє, крім ослаблення конструкції, може призвести до втрати герметичності.
Недогрівання деталейчерез малий час нагрівання або заниженої температури зварювального апарату. Наслідок цієї помилки - неможливість складання деталей або несплавлення у поєднанні та втрата герметичності.
Перевищення часового інтервалу між зняттям деталей з прогріву та їх збиранням. В результаті нагріті поверхні охолоджуються до температури нижче в'язкотекучості. Помилка призводить до неможливості складання деталей або несплавлення у поєднанні з порушенням герметичності.
Неправильне різання труби, що виражається у неперпендикулярності її торця осі У цьому випадку у зібраному з'єднанні утворюється слабке місце через нещільне прилягання торця труби до внутрішнього фітингового обмежувача.
Порушення співвісності труби та фітингу при складанні. Приводить до деформації і, можливо, втрати герметичності з'єднання.
Помилки зварювання, що не викликають втрати герметичності, можуть нічим не проявити себе протягом тривалої експлуатації, проте несуть потенційну загрозу виходу з ладу з'єднань при короткочасних підвищеннях тиску.
Стичне зварювання поліпропіленових труб
Зварювання пластикових труб встик полягає в нагріванні їх торців нагрітим інструментом (зварювальним дзеркалом) до оплавлення, і подальшому стисканні з витримкою під тиском до моменту охолодження шва. Цей метод технологічно простий, не вимагає додаткових сполучних деталей і при точному дотриманні технології забезпечує міцність. зварного шване нижче міцності самої труби. Схематично процес утворення зварного стикового шва виглядає наступним чином.
Стикове зварювання пластикових труб: нагрівання стиків Маленьке пристосування для стикового зварюванняпластикових труб
Однак, незважаючи на простоту технологічної схеми, практичне здійснення стикового зварювання пов'язане з деякими складнощами, що обмежують її використання в домашніх умовах.
Необхідно забезпечити точне осьове поєднання труб та їх паралельність один щодо одного (несупадання стінок труб допускається до 10% від їх товщини). Протягом певного часу необхідно прикладати зусилля, що притискає труби до нагрівального дзеркала під час нагрівання, один до одного - під час утворення з'єднання. При різанні або торцьовуванні труби повинна бути забезпечена перпендикулярність торця. Всі ці умови важко дотриматися без спеціального обладнання - центратора, оснащеного ручним або електричним приводом, що створює зусилля стиснення, та торцювальником. Тобто, у випадку труб невеликих діаметрів, обладнання та інструменту для зварювання поліпропіленових труб встик потрібно більше, ніж при зварюванні врозтруб. А якщо врахувати, що зварювання врозтруб забезпечує більш високу надійність завдяки замковому характеру з'єднання, стає зрозуміло, чому їй віддається перевага перед зварюванням встик при монтажі домашніх водопроводів та опалювальних систем.
Зварювання поліпропіленових труб встик застосовується в основному як промисловий спосіб з'єднання труб великого діаметра при прокладанні прямих ділянок трубопроводів (докладніше процес зварювання стикового пластикових труб описаний в статті Зварювання поліетиленових труб).
Монтаж поліпропіленових труб
У разі проектування та монтажу водопроводу для гарячої водиі особливо системи опалення, важливо враховувати температурне розширення труб. При цьому температурне розширення різних поліпропіленових труб сильно відрізняється. У армованих труб температурне розширення значно менше, ніж у неармованих поліпропіленових труб. Невипадково розробники армованих поліпропіленових труб називають такі труби " стабільними " . Під цим мається на увазі мала зміна початкової довжини труби при її нагріванні або охолодженні.На прикладі поліпропіленових труб системи KAN-therm PP видно, що при максимальній різниці температур 80° один метр однорідної труби подовжується на 12 мм, а комбінованої труби на 2 мм при значній довжині ділянок трубопроводів (понад 2-3 метри) теплове подовження при нагріванні , або стиснення при охолодженні, може призвести до неприпустимо сильної напруги на стиках. Слід зазначити, що саме термічна напруга від подовження або стиснення, а не внутрішні від тиску води, найбільш небезпечні для поліпропіленових труб, особливо у разі однорідних поліпропіленових труб. Для компенсації подовжень (коли це необхідно) вдаються до різних вигинів трубопроводу та нежорсткого кріплення до опор, що забезпечує осьове переміщення труби.
Відео:
При використанні змісту даного сайту потрібно ставити активні посилання на цей сайт, видимі користувачами та пошуковими роботами.
- Виробники та вартість
При облаштуванні водопроводу та каналізації в Останнім часомвсе частіше використовують пластикові труби, що відрізняються міцністю, хорошими теплофізичними якостями, що дозволяє використовувати їх у будь-якій системі з гарячим водопостачанням. Один з факторів, що забезпечили популярність пластикових труб, легкість їх встановлення за допомогою нескладного пристрою; тому важливо знати, як вибрати зварювальний апарат для поліпропіленових труб, якщо планується здійснювати їхнє встановлення самостійно.
Особливості зварювання поліпропіленових труб
Монтаж може здійснюватися кількома способами: за допомогою стикового, муфтового, а також розтрубного зварювання. Перший варіант з'єднання – найпоширеніший, т.к. не вимагає використання додаткових деталейі є найбільш економічним, на відміну від двох наступних, коли потрібні муфти, фітинги. Поліпропіленові труби з'єднуються за допомогою спеціального апарату, що за принципом дії нагадує паяльник або праска. Поверхні розігріваються і оброблені кінці деталей з'єднують під тиском; в результаті виходить шов, що по міцності не поступається самій трубі. Зварювальне обладнання, що пропонується на сьогодні виробниками, класифікується за двома типами:
- Механічне зварювальне пристосування для поліпропіленових труб: випускається у вигляді металевої рами, поєднаної з гідравлічним агрегатом та блоком контрольних приладів. Використовується для зварювання труб великого діаметру, коли суміщення стиків потрібне серйозне зусилля.
- Ручний зварювальний апарат: має невеликі габарити, добре підходить для зварювання елементів до 125 мм в діаметрі, добре підходить для застосування в побуті.
Оскільки механічне пристосування відноситься до професійного обладнанняі використовується при зварюванні протяжних магістралей, то є сенс розглянути критерії вибору ручного апарату для з'єднання поліпропіленових труб, який успішно застосовується при монтажі труб невеликого діаметра, що використовуються при облаштуванні водопроводів, каналізації, систем опалення в житлових будинках.
Повернутись до змісту
Ручне зварювальне пристосування
У конструкцію апарату входить нагрівальний елемент (ТЕН), вмонтований у металеву плиту, терморегулятор та ручку. У плиті є пара отворів (іноді і більше), які встановлюються зварні деталі, що мають різний діаметр. При покупці пристрою зверніть увагу на внутрішнє покриття – воно має бути тефлоновим, інакше елементи, що зварюються, просто прилипнуть до металу.
Один з основних технічних параметрів пристрою – температура, яка залежить від потужності приладу. Від останнього значення залежить швидкість виконання робіт. Потужність може бути:
- від 1,5 до 2 кВт: для монтажу труб, що мають діаметр не більше 100 мм;
- 850-1,2 кВт: для зварювання елементів 18-75 мм у діаметрі.
Крім технічних параметрів значення має комплектація приладу, яким передбачається зварювати поліпропіленові труби. Зазвичай базову комплектацію входить сам апарат, плюс ключі для кріплення насадок. Такий набір допоможе з'єднувати труби одного-двох типорозмірів. У середню комплектацію додатково включають кілька насадок для найпоширеніших труб: 20, 25, 32, 40 мм при цьому сам пристрій та насадки укладені в металевий кейс. Повний комплект відноситься до професійних розрядів; сюди, крім великої кількостінасадок, включені додаткові пристрої (наприклад, для обробки крайок), що значно полегшують процес паяння. Останній варіант комплектації найвигідніший, якщо вам належить користуватися апаратом неодноразово.



