Як правильно робити шов електрозварюванням. Види та техніки виконання зварювальних швів
Одним із найнезручніших і найважчих становища для зварювання є стельове. Але опанувати цей вид з'єднання варто зважаючи на автоматичне підвищення , який навчився накладати якісні шви в такому просторовому положенні. Це затребуване на підприємствах, діяльність яких пов'язана з прокладанням, та на будівельних майданчиках. Стане в нагоді це вміння і в побуті, при зварюванні опалення або альтанки. Деякі елементи металевого гаража не зібрати без зварювальних з'єднань зверху. Як варити стельовий шовелектрозварюванням? У чому полягають основні запобіжні заходи та оптимальні налаштування апарата?
Стельові шви багато зварювальників не люблять через складнощі у їх виконанні. Результат у початківця може часто бути поганим, що відбиває бажання вчитися. Але якщо розуміти основні проблеми і максимально їх попереджати, то незабаром після тренувань можна освоїти це непросте з'єднання.
Зварювання стельового шва інвертором або трансформатором значно відрізняється від роботи на аналогічному виробі у нижньому положенні. Коли метал зварюють на підлозі, зварювальна ванна розтікається по з'єднанню, і зварювальнику необхідно стежити тільки за правильним заповненням стику, не допускаючи попадання шлаку попереду ванни. Коли ж робочою поверхнею служить стеля, розплавлений метал під власною вагою йтиме вниз.
Шлак, будучи в рідкому стані, теж постійно капає, чим заважає вести шов. Ці бризки ударяючись об землю, розлітаються ще більше, потрапляючи на зварювальника та навколишні предмети. Основною складністю при дугового зварюванняу стельовому положенні шва є з'єднання сторін виробу. Зварювальна ванна утворюється на одній кромці, але ніяк не виходить зв'язати металом обидві сторони.
Зварювання стельових швів виконується на зменшеному струмі, що тягне за собою часто прилипання електрода і непровари. Ще одним. Положення тіла із закинутою головою та піднятою вгору рукою швидко втомлює зварювальника. Тому часті перерви просто необхідні для якісного виконанняроботи. Розуміння цих складнощів допоможе налаштуватися на труднощі та вжити заходів щодо полегшення реалізації процесу.
Технологія стельового зварювання
Щоб розібратися, як правильно виконувати цей вид з'єднань, необхідно знати основні правила, якими користуються досвідчені зварювальники. Додатково можна ознайомитися як варити стельовий шов електрозварюванням на відео. Ось головні моменти:
- Зварювальні сторони слід максимально звести разом. Зварювання із зазорами на стелі доступне тільки досвідченим фахівцям, тому чим щільніше пов'язані деталі, тим простіше буде накласти шов.
- Обробка кромок виконується як і нижньому положенні. При товщині сторін більше 5 мм робиться V-подібний скіс.
- Електрод підноситься до стелі під кутом 45 градусів щодо верхньої поверхні. Початківцям зварювальникам можна спробувати варити половинкою електрода, тому що це дозволить краще контролювати його кінчик і керувати формуванням шва.
- Зварювальний процес і сам шов у цьому просторовому положенні можливі завдяки поверхневому натягу металу. Щоб краплі розплавленого заліза не відлітали, не встигнувши зачепитися за край, слід зменшити силу струму.
- Якщо сторони близько зведені разом, перший шов на рівних пластинах можна провести без коливальних рухів. Це дозволить добре заповнити стик. Другий прохід стає ширшим, щоб зміцнити зв'язку. Але на трубах краще одразу варити широким швом.
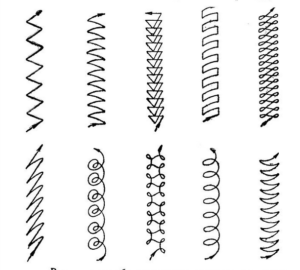
- Зварювання електродом може бути виконане декількома способами ведення: півмісяцем, горизонтальною вісімкою або по спіралі. Коли є невеликий зазор, застосовується переривчаста дуга, що дозволяє охолонути відкладеній краплі металу. Через мить, не даючи пройти червоному кольору (це видно через маску), накладається наступна крапля. Це довгий процес, тому зварювальникові не потрібно поспішати, і потрібно періодично відпочивати.
- Не слід лякатися виду з'єднання після закінчення робіт. Шлак може стікати вниз у кілька ярусів. Але після його відбиття має залишитися високий шов. Напливи та великі валики не критичні.
Апарати та електроди
Стельові шви можна виконувати інвертором чи звичайним трансформатором. Важливо правильно встановити силу струму, яка є нижчою на 25%, ніж при зварюванні на підлозі. Наприклад, для пластин завтовшки 5 мм достатньо 100А. Працювати буде легше, якщо кабель буде неважким. Це полегшить керування кінцем електрода і рука менше втомиться. Ще кабель можна намотати петлею на руку, щоб зменшити навантаження на зап'ястя.
Електроди для стельового зварювання підійдуть діаметром 3 і 4 мм. Важливо їх зменшити кількість бризок. Якщо новачки користуватимуться короткими електродами, це дозволить більш впевнено маніпулювати дугою.
Запобіжні заходи
При стельових швахварто одягнутися в щільну куртку та штани. Рукавички повинні закривати манжети, інакше окалини докотяться до ліктів та обпалять шкіру. На голові обов'язково потрібна шапка або кепка без козирка. Штани важливо підібрати таку довжину, щоб вони закривали воріт взуття для запобігання попаданню розплавлених частинок усередину.
Оскільки бризки, ударяючись об землю, розлітаються далі, поруч не повинно бути легкозаймистих предметів. Шлак відбивати потрібно в захисних окулярах, адже він падатиме вниз на зварювальника. Частий відпочинок дозволить зняти навантаження з м'язів шиї та руки та якісно виконати роботу.
Зварювання в стельовому положенні освоюється не відразу. Потрібна практика та терпіння. Добре виділяти кілька хвилин на день і приварити два шматочки труби або куточка до столу, намагатися заварити їх знизу. Освоївши цей метод можна сміливо варити труби та металоконструкції будь-якої складності.
У процесі виконання будівельних та ремонтних робітмайстри-початківці стикаються з низкою труднощів, при освоєнні нових навичок.
Цього разу ми розповімо про ази зварювального ремесла, розповімо по кроках, як правильно варити зварювальний шов на стелі, освятимо про типи з'єднань та багато іншого.
Наше завдання: дати вам базові знання та навички, щоб зробити зварювальний шов міцним та надійним.
Зварювання як воно є
Сучасний метод з'єднання металів – холодне зварювання.
Незважаючи на простоту процесу, багато хто, часом досвідчені майстри, не розуміють суті процесу, що відбувається.
Зварювання - це метод з'єднання поверхонь, в основі якого лежить зміна дифузійних властивостей.
Простіше кажучи, завдання зварювання: створити шов, який стикуватиме контактні поверхні. Для цього застосовують хімічні та фізичні методи, але, природно, далі ми говоритимемо в контексті електричного зварювання.
Електричне зварювання: загальні положення
У процесі зварювання, джерелом якого є електричний струм, змінюється агрегатний станстикувальних поверхонь, внаслідок чого утворюється однорідний та рівномірний шов.
На фото: електричне зварювання. Такий метод застосовується для зварювання виключно металевих виробів.
Для збільшення сили струму та напруги застосовуються зварювальні апарати, які можуть мати різну конструкціюта габарити. Їхнє завдання створити такий опір на кордоні метал-електрод, щоб виникла висока (близько 5000 градусів) температура.
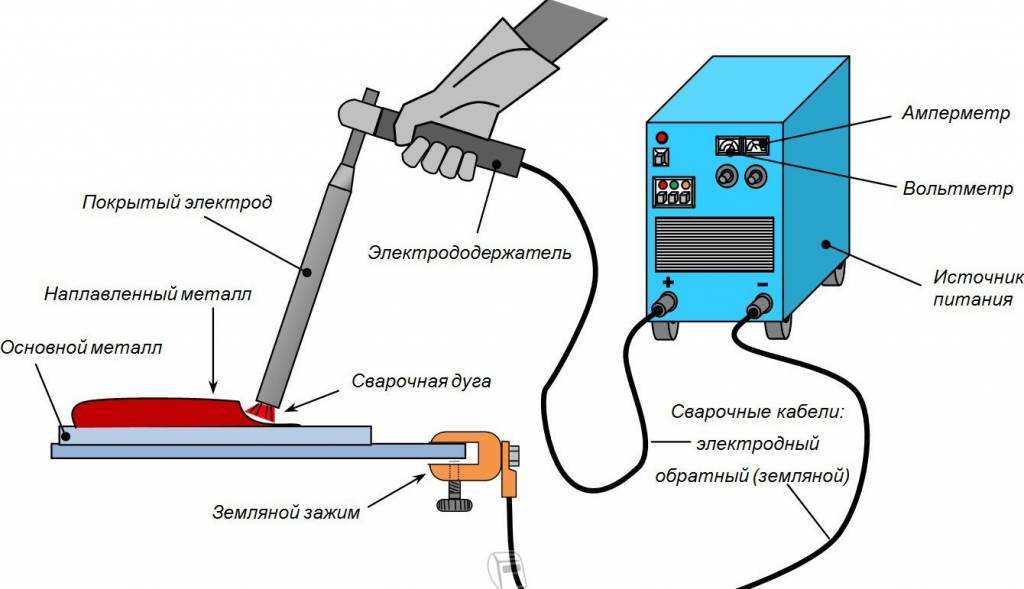
Класичний зварювальний апарат представлений корпусом, де розташовуються трансформатори, діоди, транзистори та інше, анодом та катодом, вилкою для живлення.
Види зварювальних апаратів
Давайте розглянемо які зварювальні апарати ви можете зустріти на ринку. Це має важливе значення, адже від цього залежатиме якість стельового шва.
- Трансформаторні;
- Випрямні;
- Інверторні.

Трансформаторні. У конструкції такого апарату лежить трансформатор, який зменшує напругу, збільшує силу струму.
Живлення здійснюється від мережі 220В, причому на виході утворюється змінний вихідний струм, що є основним недоліком таких апаратів. Для звіряння застосовуються електроди різного діаметра, від чого і залежатиме зварювальний шов.

Випрямляючі. У такому зварювальному апаратівикористовується трансформаторний та діодний блок. Останній робить постійний струм із змінного.
Незважаючи на габарити таких апаратів, вони є більш практичними, оскільки забезпечують стабільність струму та достатню потужність.

Інверторні. Це сучасний типзварювального обладнання, в основі якого лежать силові трансформатори. Вони мають набагато менший розмір, ніж класичні, причому видають струм більшої сили.
Укомплектований інвертор має вагу не більше 8 кг. В цьому випадку змінний струмперетворюється на постійний, а потім знову знову на змінний.
Слід розуміти, що основу роботи цих апаратів лежить загальний принципроботи, тому всі вони можуть використовуватися для формування стельового шва.
Відмінності криються в габаритах, практичності використання та міцності з'єднання.
Технологія зварювання та електрична дуга
В основі роботи вищеописаних методів зварювання лежить електрична дуга, тому її називають дуговою.

Катод накладають на метал, який підлягає зварюванню, а на анод надягають електрод.
Внаслідок замикання дуги відбувається зростання опору між електродом та металом. Внаслідок цього починає плавиться електрод, а також метал. Утворюється зварювальна ванна, яка представлена рідким металом.

Після запуску апарату та дотримання всіх нюансів безпеки, електрод потрібного діаметра підносять до поверхонь стикувань.
Одним із способів формується зварювальний шов, після чого чекають, коли метал охолоне.

На поверхні шва можна виявити наліт - шлак.
Види зварювального шва

Таке захисне обмундирування буде потрібно для зварювання.
Після того, як ви визначилися з типом зварювального апарату, а також обзавелися необхідним екіпіруванням для захисту, можна приступати до формування зварювального шва.
Залежно від положення зварювальних поверхонь виділяють:
- Стельовий шов;
- Горизонтальний шов;
- Вертикальний шов;
- Кутовий шов.
Залежно від положення електрода в момент зварювання розрізняють:
- Поступальні. Такі шви утворюються, коли електрод переміщається вперед-назад;
- Поздовжні. Ці шви утворюються, коли електрод рухається рівномірно в одному напрямку.
- Поперечні. Утворюється в тому випадку, якщо електрод прямує на всі боки.
На фото представлені основні шви залежно від положення контактних поверхонь.
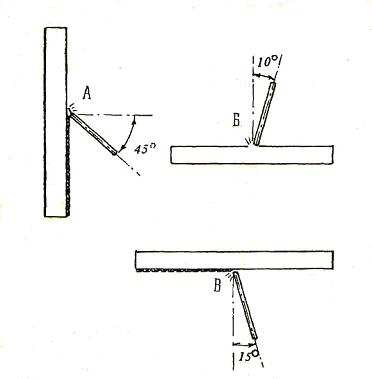
Також властивості шва залежать від положення електрода при зварюванні металу 5 мм і 3 мм.

Електрод може бути відхилений кутом вперед і назад, у результаті змінюється точка докладання енергії.
Способи стикування поверхонь
Якщо ви ставите питання, як правильно варити зварювальний шов на стелі, то ви повинні знати варіанти стикування поверхонь:
- Нахлесне - даний типз'єднання передбачає накладення матеріалів один на одного.
- Кутове з'єднання - поверхні, що стикуються, розташовуються під кутом один до одного.
- Таврове - в даному випадку стикуючий елемент кріпиться до бічної поверхні іншого елемента.
- Торцеве – при такому контакті бічні поверхні матеріалів належать один до одного.
- Стикова - основний тип з'єднання, при якому відбувається зіставлення торцевих поверхонь.
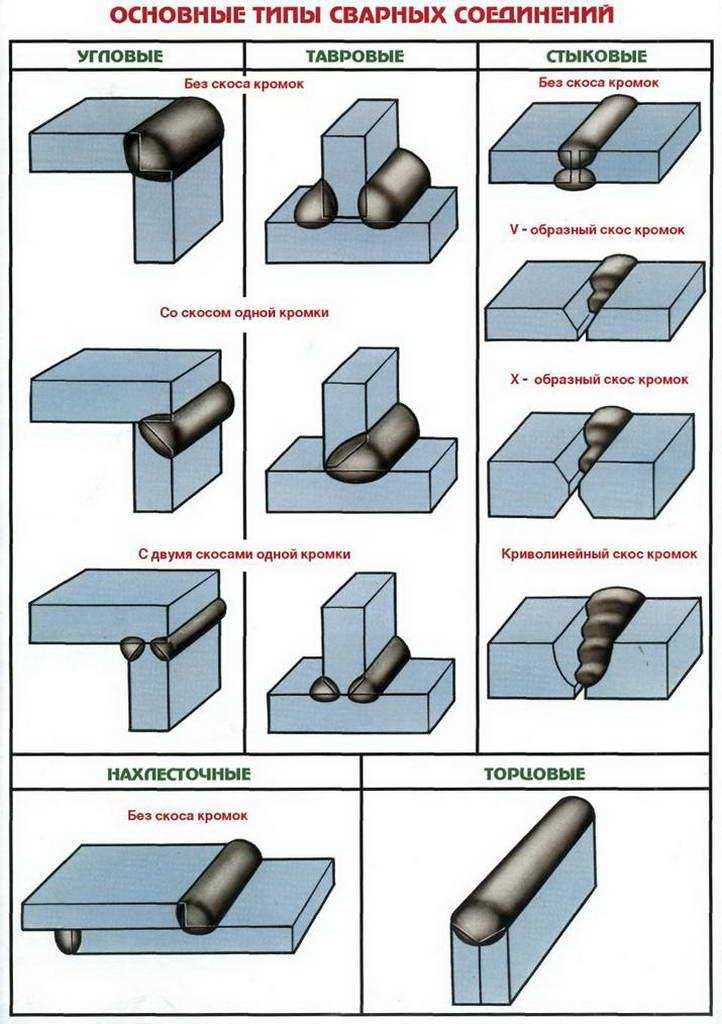
На фото представлені різні способистикування поверхонь.
Увага! Ми з вами вивчили ази зварювання, які будуть потрібні для того, щоб правильно варити зварювальний шов на стелі. Природно, тип стикування швів і устаткування, що використовується - питання індивідуальне.
Технологія стельового шва: ключові основи
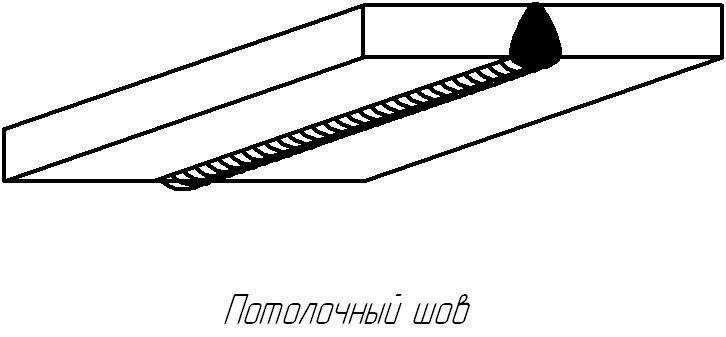
На фото: схема стельового шва. Ми вже наголошували, що стельовий шов розташовується на нижній поверхні металевої конструкції.
Тепер завдяки базовим навичкам, які ви засвоїли вище, можна приступити до обговорення одного з найскладніших типів з'єднання - стельового шва.
Важливо розуміти, що в цьому випадку зварювальник розташовується нижче за робочу поверхню, у зв'язку з чим на одяг можуть потрапляти краплі розжареного металу, шлак і стружка.
Також важливий момент: зварювальна ванна розташовується у протилежному напрямку, тому досягти надійної фіксації можна за правильної техніки виконання.
Такий шов застосовується для зварювання днища автомобіля, під час монтажу перекриттів та металоконструкцій, у суднобудуванні та інше.
Техніка виконання стельового шва
Для виконання такого шва можна використовувати трансформаторні та інверторні зварювальні апарати. У плані практичності та якості виконання ми рекомендуємо використовувати інверторний тип, але через те, що це обладнання не доступне для початківців зварювальників, можна застосовувати напівавтоматику, але про все незабаром.

Приклад стельового шва виглядає дуже добре. У разі застосовували інвертор.

Ще один варіант готового стельового шва, який був виконаний напівавтоматом.

Так виглядає завершений стельовий шов
Досвідчені майстри стверджують, що у процесі формування стельового шва рідкий метал утримується лише поверхневим натягом, тому важливо використовувати певну техніку.
Відео урок: як зробити правильний зварювальний шов на стелі
Методи формування шва:
- Напівмісячний тип. У цьому випадку необхідно здійснювати Z-подібні рухи, щоб рідкий метал не концентрувався в одному місці та не остигав.
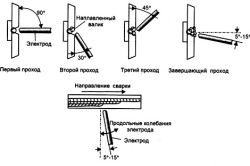
- Сходовий тип. Електрод розміщується під кутом від 90 до 120 градусів до зварювальної поверхні. Електрод підносять до металу і чекають, коли утворюється зварювальна ванна. Відразу потрібно відсунути електрод на 5-10 мм, після чого процедура повторюється.
- Зворотно-поступальний тип. Найбільш складний метод зварювання, доступний професіоналом. У цьому випадку необхідно постійно повертатися до затверділого металу.
Інструкція зварювання у стельовому положенні
По-перше, ви повинні знати, що таке кореневий шов.
Це найвіддаленіша точка, яка підлягає зварюванню. Найчастіше саме це місце найгірше проварюється.
Для цього потрібно використовувати тонкі електроди діаметром 3 мм, при цьому сила струму повинна бути низькою або середньою. Цю процедуру можна виконати як напівавтоматом, так і інвертором.

На фото: так виглядають зварювальні електроди. Вони можуть бути різного діаметром.
Увага, якщо доступна зворотна сторона матеріалу, необхідно сформувати валик без подальшої обробки. Корінь шва проварюють зворотно-поступальними рухами.
По-друге, тепер потрібно взяти електрод діаметром 4 мм. Необхідно застосувати техніку виконання на кшталт сходів. Не допускайте утворення валиків на кромці. Сила струму ближча до максимальної.
По-третє, робимо подальшу наплавку, при цьому ширина незаповненої канавки повинна становити не більше 2-3 мм.
Зварювання інвертором чи напівавтоматом
У цьому випадку ми описали загальну схемуформування стельового шва. Найбільш оптимальним рішенням буде застосувати інвертор.

На фото: дріт для напівавтоматичного зварювання.
Такий апарат дуже компактний і робить дуже якісний шов завдяки широкому діапазону робочих режимів.
Щодо апаратів трансформаторного типу, застосовуйте напівавтоматичне зварювання.
В цьому випадку подача електрода здійснюється автоматично, тому можна виконувати великий обсяг робіт.
Головна перевага цього - в зону зварювального шва подається газ, що захищає шов від окислення.
Відео урок: вчимося варити стельовий шов напівавтоматом
Спеціально для вас ми наводимо найкращі напрацювання експертів, які допоможуть правильно варити зварювальний шов на стелі.
- Для стикування поверхонь підходить лише ручний спосіб.
- Для утворення шва ідеально підійдуть покриті електроди, які захищатимуть його від окиснення.
- Не варто застосовувати електроди з діаметром понад 4 мм.
- Оптимальна товщина шва дорівнює двом діаметрам електрода.
- Утворення шва має проводитися до себе, так можна проконтролювати якість виконання стельового шва.
- Якщо зварювальні поверхні мають товщину понад 1 см, то зварювання проводиться у два етапи.
- Експерти рекомендують захищати поверхні перед початком зварювання, а також проводити обробку шва після закінчення.
Фотопідбірка якісних зварних швів

Цей шов був виконаний вручну за допомогою напівавтоматичного апарату. Товщина шва ідеальна.

Дуже красивий шов зварювальний, виконаний професіоналом за допомогою інвертора.

Непоганий зварювальний шов: використовували електроди діаметром 4 мм і звичайний трансформаторний апарат.

Якісно виконаний шов за допомогою аргонного зварювання. Один із найпотужніших методів фіксації.

Якісний, рівномірний та однорідний стельовий шов. Можна як ідеальний приклад.
Висновок
У цій статті ми навели ключові методики та напрацювання, які використовуються на сьогоднішній день.
Якщо ви готові ретельно дотримуватись інструкції, то ви забезпечите якісний стельовий шов.
Сьогодні відомо дуже багато самих різних способівз'єднання металевих виробів Їх можна поділити на дві групи:
- Рознімні.
- Нероз'ємні.
До з'єднань першої групи відносяться деталі, які можна роз'єднати, не порушуючи при цьому сполучних елементів, наприклад болт з гайкою. Саме друге з'єднання є найнадійнішим. При цьому деталі не можна роз'єднати, не порушивши сполучну частину. Йдеться про зварювальне та заклепувальне з'єднання. Коли потрібно отримати якісне та надійне з'єднання, найкращим вважається . Дуже багато хто купує зварювальні апарати, щоб зварити деталі, але при цьому зовсім не мають жодного досвіду. Після кількох невдалих спроб у них постає питання: як правильно класти зварювальний шов? І тому необхідно знати кілька основних правил.
Основні характеристики
Зварювальний процес є з'єднанням металу за допомогою електродугового зварювання. Частини, що з'єднуються плавляться за допомогою електричної дуги, А також електрода, що складається з металевого стрижня зі спеціальним покриттям. На якість та надійність зварного швавпливає дуже багато різноманітних факторів:
- зварювальний апарат;
- регулювання сили струму;
- розмір електрода;
- професіоналізм зварювальника.
Види зварювання, що використовуються в побуті та промисловості, поділяються на декілька груп:
- газопресова;
- контактна;
- роликова;
- електрошлакова;
- термітна;
- зварювання тертя.
Коли використовується газопресове зварювання, застосовується відкрите полум'я ацетилкіслороду. Позитивною стороноютакого методу вважається висока продуктивність. Цей спосіб набув широкого поширення в газовій та нафтової промисловості. Він часто зустрічається, коли прокладають трубопроводи. Широко застосовується цей спосіб у машинобудуванні.
Контактне зварювання відбувається при невеликій напрузі, але високому значенні електричного струму. Таким методом можна варити точковим та стиковим способом.
Для освоєння технологічного процесувиконання зварювальних робіт насамперед потрібно мати відповідне зварювальне обладнання. Можна його взяти в оренду чи купити. Сьогодні магазини пропонують широкий асортимент зварювальних апаратів, в яких є пристрій, що дозволяє проводити регулювання сили струму. Домашній майстер може сам, але він не зможе обійтися без перетворювача електричної енергії. Ці пристрої мають кілька різновидів.
Деякі різновиди пристроїв для якісної роботи
Трансформатори. Призначений для отримання постійного струму, коли доводиться користуватися побутовою розеткою. При покупці такого агрегату потрібно завжди пам'ятати, що недорогі моделі не можуть підтримувати стабільну роботу електричної дуги. Дуже часто відбувається «просаджування» напруги. Негативною стороною є також їхня маса, вони важкі та неповороткі.
Випрямляч. Це пристрій, за допомогою якого відбувається перетворення побутового струму на постійний. Апарат відрізняється від трансформатора стабільною роботою електродуги. Якість зварювального шва виходить досить високою.
Інвертор. Новий перетворювач, що дозволяє працювати будь-якому вигляді струму. Дає завжди високу якість зварювання. Шви при цьому виходять рівними та гладкими. Пристрій дуже компактний, має невелику вагу, легко запалюється. Інвертор відрізняється високою продуктивністю та швидкодією.
Для нормальної роботи електрозварювання має бути стабільне горіння дуги. Така сталість залежить від правильного виборузазору між деталью, що зварюється, і покриттям електрода. Найкраще дуга горить, коли зазор дорівнює 5 мм.
Висока температура дуги викликає плавлення деталі та металевого стрижня електрода. У цей час відбувається заливання всіх заглиблень, що утворилися внаслідок плавлення. При повільному пересуванні електрода поверхнею шва відбувається заливка порожнин.
Щоб отриманим швом можна було пишатися, потрібно правильно підібрати електрод. Для цього потрібно знати склад металу деталі, яку потрібно буде зварити. Підбір електрода базується на цих параметрах. Електроди виготовляють кілька видів. Вони можуть бути:
- сталевими;
- мідними;
- чавунними;
- біметалевими;
- латунними.
По маркування електрода можна визначити в'язкість одержуваного шва, цифри скажуть про твердість металу. Головним правилом при виборі електрода вважається його розмір. Він має відповідати товщині металу.
Для якісного електрозварювання, щоб шов виглядав акуратним та міцним, необхідно правильно підібрати нахил електрода. Зазвичай цей кут дорівнює 75 градусів щодо напряму електродуги. Щоб з'явилася дуга, потрібно чиркнути поверхнею металу і при появі спалаху швидко підняти електрод. Коли з'явиться дуга, її потрібно повільно вести швом. Виникне дуга також і при постукуванні електродом поверхнею.
Щоб отримати стабільне горіння дуги потрібно правильно відрегулювати силу струму.За її недостатності дуга дуже швидко згасне, з'явиться «залипання» електрода. Коли сила струму має великі значення, відбувається розбризкування металу на всі боки, він починає горіти.
Під час роботи електрод плавиться, відбувається його поступове зменшення розмірів. У зв'язку з цим необхідно постійно присувати його до деталі, зберігаючи необхідну відстань для стабільної дуги. Якщо цього не робити, дуга швидко згасне.
Під час зварювального процесу утворюється зварювальна ванна, яка є рідкою сумішшю розплавленого металу і металевого сердечника, що плавиться, з покриттям. Коли відбувається постійне плавне переміщення електрода з витриманим зазором, якість шва вийде найнадійнішим, механічні показники будуть на висоті. Шви виглядатимуть естетичними.
Після зварювання по всій поверхні шва відбувається утворення шлаку.
Його видаляють невеликими ударами молотка. Потім шов піддається зачистці металевою щіткою. Щоб навчитися якісно варити метал, потрібні постійні тренування, бажання отримати відмінну якість роботи. Перед початком самостійної роботиварто подивитися, як працюють досвідчені зварювальники.
Безумовно, зварювальна справа дуже складна та непроста. Миттєво освоїти всі нюанси цієї справи практично неможливо. Знадобиться чимало часу, щоб освоїти всі хитрощі зварювання. Коли з'явиться досвід та навички роботи, можна буде за допомогою зварювання отримувати оригінальні та гарні вироби.
На сьогоднішній день найпопулярнішим видом з'єднання деталей у монолітний виріб є зварювання. Її існує безліч видів, оскільки зварювальні роботизастосовуються в багатьох галузях, починаючи з домашнього господарствата закінчуючи створенням складних технічних конструкцій. Навчитися мистецтву зварювання нескладно, головне – розібратися в основних поняттях, відрізняти та «набити» руку на веденні електрода (пальника), для створення гарного, міцного та якісного шва.
Перш ніж перейдемо до технології, як правильно класти зварювальний шов, розберемо кілька понять:
- зварне з'єднання – це скріплення двох деталей зварювальним методом;
- зварювальний шов – це ділянка зварного з'єднання, який утворився за рахунок молекулярної сполуки розплавлених країв двох металевих деталей, внаслідок подальшої кристалізації металу;
- метал шва – це сплав, що утворюється внаслідок термічного на основний метал (деталь);
- зона сплавлення – це грань між металом шва та основним металом (виробом);
- зона термовпливу - це ділянка, яка піддалася впливу тепла, але не розплавилася, а лише змінила свої властивості за рахунок нагріву.
- зварювання – це процес, під час якого плавиться метал за допомогою спеціального обладнання, що з'єднує елементи методом розплавлення їх кромок;
- електродуга – це розряд, що виникає між заготівлею та електродом;
- електрод - це спеціальний металевий стрижень з різним хімічним напиленням, який є провідником електричного струму.
У різних галузях промисловості застосовуються різні види зварювання, що відрізняються методом впливу, застосуванням різних матеріалівта технологіями роботи для створення простих та багатопрохідних швів. Наприклад, в основним елементом, що плавить виступає електрод, який збуджує і утримує дугу на робочій деталі. У джерелом тепла служить пальник, з якого під сильним тиском виходить рівне безперебійне полум'я, що утворилося в результаті горіння суміші кисню та ацетилену.
Хоча і при різних видах зварювання на деталь йде різна дія, суть залишається одна: два металеві вироби щільно прикладаються один до одного або з невеликою відстанню, якщо, наприклад, необхідно заварити деталь, що прохудилася. Далі за допомогою зварювального апарату майстер прогріває краї деталі так, щоб вони почали плавитись. У цей момент утворюється так звана зварювальна ванна. Крім основного металу часто застосовують додатковий (електрод або дріт), збільшення кількості металу шва. Коли готовий розплавлений матеріал формується доріжка. Потім він кристалізується і утворюється міцна сполука.
Види швів та технологія виконання
Коли майстер вже освоїв, як правильно варити зварюванням, можна приступати безпосередньо до видів та техніки шва. Запорука якісного з'єднання – це правильні налаштування на зварювальному апараті (трансформаторі або ), відповідно до характеристик металу та температури його плавлення. М'які метали варяться на низьких струмах, щільні на високих. Також необхідно враховувати тип зварювального шва, тому що кожен із них має свою техніку виконання. Найпоширеніші види швів:
1.По зовнішньому вигляду– плоскі, посилені та ослаблені.
2.По техніці виконання – односторонні та двосторонні (при яких майстер спаює заготовки з двох сторін).
3. За кількістю шарів – одно-, дво-, тришарові.
4.По протяжності - точкові, двосторонні шахі, ланцюгові, точкові, безперервні.
6.По просторовому розміщенню – горизонтальні, стельові, нижні.
Перейдемо тепер до технології виконання шва. Розглянемо основні етапи роботи:
1.Підготовчий. При цьому кроці потрібно виконати низку підготовчих робіт. По-перше, приготувати робоче місце, відповідно до правил безпеки. По-друге, запастися робою та захисною маскою, щоб не отримати. По-третє, приготувати виріб для роботи. Для цього його необхідно зачистити від залишків фарби, лаку, олії, пилу та інших забруднень. Для цього застосовується металева щітка або наждачний папір високої абразивності. Потім на зварювальному апараті потрібно виставити всі налаштування і можна приступати.
2.Створення дуги або підпал пальника (залежить від типу зварювання). Особливості електродугового зварювання можна прочитати, а газового.
3.На цьому етапі створюються зварювальні шви (техніки ведення електрода розглянь докладніше).
4. Завершальний етап. Коли вже доріжка готова, необхідно не забути оббити шлак із валика (при дуговому зварюванні). З'єднання, створені та зварюванням не шлакуються, тобто від них немає ніякого сміття.
Техніка ведення електрода – запорука гарного зварювального шва
Щоб створити ідеальний шов, недостатньо вести електродом прямої лінії вздовж зазору між деталями. Існує кілька способів створення з'єднань. Всі вони засновані на плавному переміщенні електрода певною траєкторією, в результаті чого залишається рівна доріжка.
Щоб створити гарний зварювальний шов, пальник або потрібно трохи повернути стосовно деталі градусів на 60. Вести його потрібно плавно, але при цьому важливо не перетримати провідник на одному місці, щоб не пропалити заготовку. Найпростіший спосіб - це «зігзаг». При цьому провідник ведеться від правої зони сплаву до лівої трохи по діагоналі. Повертатись слід у дзеркальному відображенні і в результаті вийде, ніби майстер умовно малює зигзаг. Таке з'єднання можна застосовувати для різних видівсплавів та металів.
Якщо зазор між заготовками більше 5 мм, то краще застосувати техніку «ялинка». При цьому відбувається більше рухів, які дозволяють наплавити більше матеріалу для скріплення. Починати рекомендується з правої сторониі вести провідник рівною горизонтальною лінією вліво, потім під кутом 45 градусів потрібно повернутися вниз до середини шва і під таким же кутом прокласти лінію вгору, простягаючи її вище за ту, з якої починали. Таким чином, виходитиме умовна ялинка, створена з безлічі трикутників. При цьому головне не збільшити відстань між електродом та заготівлею, щоб не втратити дугу (при електродуговому зварюванні).
Гарні з'єднання виходять при використанні методики петелька. Її можна застосовувати для тонкого металу під час роботи або . Тут шви слід накладати плавними закругленими рухами, що нагадують безперервний ланцюжок з петельок.
На картинці можна ознайомитись, які ще способи застосовуються, щоб наносити зварні шви.
Майстри, які з легкістю створюють доріжки будь-якої складності і в будь-якому положенні діляться деякими порадами з зварювальниками-початківцями, які не розуміють, чому у них не виходить те чи інше з'єднання:
- важливо зберегти однакову ширину зазору вздовж усього шва, тоді він буде якісним та надійним;
- не можна порушувати відстань між деталлю та електродом, так як при втраті дуги деформується з'єднання;
- електрод або пальник потрібно тримати під нахилом 60-75 градусів по відношенню до шва, таким чином швидко кристалізується метал без потік;
- при роботі на вертикальній поверхні краще варити знизу нагору, так вдасться уникнути розтікання металу, що утворюється при зварюванні.
Насамкінець слід зазначити, що ми розглянули базові методики, як зробити хороший шов. Детальніше можна ознайомитись у наступному ролику:
› Як правильно варити електрозварюванням: зварюємо металеві трубита робимо красиві шви.
Зварювальний шов - один із найнадійніших способів з'єднання деталей. Він використовується в промисловості та у звичайній повсякденному житті. Кожен домашній майстерІноді користується зварюванням. Добре, якщо він вміє варити сам, проте найчастіше доводиться звертатися до фахівців. Адже зварюванню цілком можна навчитися. Починати слід із найпростішого: електрозварювання для початківців це, перш за все, навчання виконання різних швів. Більш складні роботи можна буде виконувати лише набравшись досвіду. Давайте розберемо основи технології та деякі хитрощі зварювального процесу.
З чого почати – підготовчий етап
НАПЕРЕД Усього потрібно підготувати обладнання. Обов'язково знадобиться зварювальний апарат, комплект електродів, молоток для збивання шлаку та щітка. Діаметр електрода підбирається в залежності від товщини листа металу. Не слід забувати про захист. Готуємо зварювальну маску зі спеціальним світлофільтром, щільний одяг з довгим рукавом та рукавички, краще замшеві. Так само знадобиться зварювальний випрямляч, трансформатор або інвертор - пристрої, які перетворюють змінний струм на необхідний для зварювання постійний. Перед роботою необхідно підготувати захисне екіпірування, до складу якого входить спеціальна маска зі світлофільтром, замшеві рукавички та одяг з довгим рукавом, а також Необхідні інструменти
Технологія зварювального процесу Зварювання – високотемпературний процес. Для його здійснення утворюється і утримується електрична дуга від електрода до виробу, що зварюється. Під її впливом відбувається розплавлення матеріалу основи та металевого стрижня електрода. Утворюється, як кажуть фахівці, зварювальна ванна, в ній перемішується основний та електродний метал. Величина ванни, що утворюється безпосередньо залежить від обраного режиму зварювання, просторового положення, швидкості переміщення дуги, форми і розмірів кромки і т.д. У середньому її ширина становить 8-15 мм, довжина 10-30 мм і глибина – близько 6 мм. Покриття електрода, так звана обмазка, при розплавленні утворює особливу газову зону в районі дуги та над ванною. Вона витісняє повітря з області зварювання і перешкоджає взаємодії розплавленого металу з киснем. Крім того, в ній знаходяться пари як основного, так і електродного металів. Поверх шва утворюється шлак, який також перешкоджає взаємодії розплаву з повітрям, що негативно позначається на якості зварювання. Після поступового видалення електричної дуги метал починає кристалізуватися і утворюється шов, що поєднує деталі, що зварюються. Поверх нього розташований захисний шар шлаку, який згодом забирається. У процесі виконання зварювального шва обмазування електрода розплавляється, утворюючи спеціальну газову зону. Всередині неї відбувається змішування металу основи та електрода Ази електродугового зварювання У рекомендаціях як правильно варити електрозварюванням особливу увагуприділяється початку процесу. Найкраще отримувати перший зварювальний досвід під керівництвом фахівця, який зможе виправити можливі помилки та дати корисна порада. Починати роботу слід, надійно закріпивши деталь. В цілях пожежної безпекибіля себе необхідно поставити цебро з водою. З цієї ж причини не можна виконувати зварювальні роботи на дерев'яній основіі недбало ставитись навіть до дуже невеликих залишків використаного електрода. Надійно кріпимо затискач «заземлення». Перевіряємо, щоб кабель був ізольований та акуратно заправлений у спеціальний тримач. Виставляємо на зварювальному апараті розрахункове значення потужності струму, яке має відповідати обраному діаметру електрода. Запалюємо дугу. Для цього встановлюємо електрод під кутом близько 60° щодо виробу. Повільно проводимо їм поверхнею. Повинні з'явитися іскри, тепер торкаємось електродом до металу і піднімаємо його на висоту не більше 5 мм. Якщо операцію було виконано правильно, запалиться дуга. П'ятиміліметровий зазор необхідно утримувати протягом усього зварювання. Потрібно враховувати, що при правильному зварюванні металу електрозварюванням електрод поступово вигорятиме, тому його постійно злегка наближаємо до металу. Переміщати електрод слід повільно, якщо він раптом залипне, доведеться трохи хитнути ним убік. Якщо дуга не запалюється, можливо, необхідно збільшити силу струму. Після того, як без проблем виходить запалити і підтримати дугу, настав час переходити до наплавлення валика. Запалюємо дугу, повільно і плавно переміщаємо по горизонталі електрод, виконуючи їм легкі коливальні рухи. Розплавлений метал при цьому ніби «підгортається» до центру дуги. В результаті має вийти міцний шов з невеликими хвилями, утвореними наплавленим металом.
Якщо в процесі зварювання деталей електрод вигорів практично повністю, а шов ще не завершений, тимчасово припиняємо роботу. Змінюємо використаний елемент на новий, видаляємо шлак і продовжуємо роботу. На відстані близько 12 мм від поглиблення, що утворилося в кінці шва, яке ще називають кратером, запалюємо дугу. Електрод підносимо до поглиблення так, щоб утворювався сплав із металу старого та знову встановленого електрода, після чого зварювання шва триває. У процесі зварювання електрод здійснює певні рухи, переважно поступальні, поздовжні та поперечні. З їх комбінацій складаються різні видишвів, найпоширеніші наведені на схемі Траєкторія руху дуги в процесі зварювання деталей може здійснюватися за трьома напрямками: Поступальний. Передбачає переміщення дуги вздовж осі електрода. Таким чином, досить легко підтримувати стабільну довжину дуги. Поздовжнє. Формує нитковий зварювальний ролик, висота якого залежить від швидкості, з якої переміщається електрод, та його товщини. Це звичайний шов, але дуже тонкий. Щоб його закріпити, в процесі руху електрода вздовж шва, що зварюється, виконують ще й поперечні переміщення. Поперечні. Дозволяють отримувати необхідну ширину шва. Виконується шляхом коливальних рухів. Їх ширина підбирається виходячи з розмірів та положення шва, форми його оброблення тощо. На практиці використовуються всі три основні рухи, які накладаються один на один і утворюють певну траєкторію. Існують класичні варіантиОднак у кожного майстра зазвичай «проглядається» власний почерк. Головне, щоб у ході роботи добре проплавлялися кромки елементів, що з'єднуються, і виходив шов заданої форми. Особливості зварювання трубопроводу Дуговим електрозварюванням можна виконати вертикальний шов, який розташовується збоку труби, горизонтальний - по колу. А так само стельовий і нижній, розташовані відповідно зверху і знизу. Причому останній вважається найзручнішим у виконанні. Сталеві трубизазвичай зварюються встик з обов'язковим проваром всіх країв висотою стінок. Щоб зменшити напливи всередині труби, вибирається кут нахилу електрода величиною не більше 45° щодо горизонталі. Висота шва – 2-3 мм, ширина – 6-8 мм. При зварюванні внахлест висота шва становить близько 3 мм, а ширини - 6-8 мм. Перш ніж почати варити трубу електрозварюванням, виконуємо підготовчі роботи: Ретельно очищаємо деталь Якщо торці труби деформовані, обрізаємо або виправляємо їх. Очищаємо кромки. Мінімум 10 мм прилеглої до кромок труби зовнішньої та внутрішньої площини зачищаємо до металевого блиску. Тепер можна приступати до зварювання. Усі стики обробляються безперервно, до повного приварювання. Поворотні, а також неповоротні стики труб із шириною стінок до 6 мм виробляються мінімум у 2 шари. При ширині стінок 6-12 мм – виконується три шари, більше 19 мм – чотири. Особливість зварювання труб у тому, що кожен шов, який накладається на стик, повинен очищатись від шлаку, після цього виконується наступний. Перший шов – найбільш відповідальний. Він повинен повністю розплавити всі кромки та притуплення. Його особливо уважно розглядають щодо виявлення тріщин. Якщо вони присутні, їх виплавляють або вирубують і знову заварюють фрагмент. Завершальний шар виконується наскільки можна максимально рівним з плавним переходом на основний метал Другий і всі наступні шари виконуються при повільному провертанні труби. Кінець та початок всіх шарів обов'язково зміщують щодо попереднього шару на 15-30 мм. Завершальний шар виконується з плавним переходом на основний метал та рівною поверхнею. Щоб поліпшити якість заварювання труб електрозварюванням кожен наступний шар ведеться у зворотний бік щодо попереднього, а їх замикаючі точки обов'язково мають в розбіжність. Самостійне зварювання – досить складний захід. Однак за бажання освоїти його все-таки можна. Потрібно засвоїти основні правила процесу та поступово навчитися виконувати самі прості вправи. Не треба шкодувати сили та час на освоєння азів, які стануть основою майстерності. Згодом можна буде сміливо переходити до складніших прийомів, відточуючи свої вміння.



