Інструкція з ручного дугового зварювання. Як навчитися варити електродним зварюванням: технологія процесу та докладна інструкція
Отже, якщо Ви новачок у зварюванні та завдяки ТД «Дока» щойно придбали відмінний зварювальний апарат інверторного типу та чудову маску «хамелеон», тоді це стаття для Вас.
Перш ніж приступати до виконання зварювальних робіт, хотілося б поговорити про правила безпеки під час роботи зі зварювальним обладнанням. Не варто ігнорувати цей момент. Настійно рекомендуємо вивчити ПУЕ (Правила експлуатації електроустановок) розділ 7.6 «Електрозварювальні установки». Будьте впевнені, що з цього документа Ви почерпнете багато корисної інформації не тільки про правила безпеки при поводженні зі зварювальним обладнанням, але й про електробезпеку всього заміського будинку, дачі.
Далі Вам безперечно знадобляться якісні рукавички зварювальника (краги) та одяг з негорючого матеріалу. Багато хто намагається варити у господарських (садових) рукавичках і іноді навіть у одязі без рукавів. Повірте - опіки від бризок зварювання дуже болючі і гояться дуже довго. Також обов'язково застібаються на всі гудзики і одягайте якісне взуття. Особливо пам'ятні випадки були із залітанням розпеченого металу та шлаку за комір і в чоботи із заправленими в них штанами. Крики, танці, дива спритності початківців зварювальників.

 Намагайтеся уникати використання довгих переносок, оскільки це веде до суттєвих втрат потужності зварювальних апаратів. Якщо ви все ж таки використовуєте таку переноску, розмотуйте кабель з котушки до кінця.
Намагайтеся уникати використання довгих переносок, оскільки це веде до суттєвих втрат потужності зварювальних апаратів. Якщо ви все ж таки використовуєте таку переноску, розмотуйте кабель з котушки до кінця.
Електроди обов'язково мають бути просушені, при необхідності прожарені. Вам як новачкові і так буде непросто розпалювати зварювальну дугу, робити це непрожареними електродами в рази важче. Режими (температура та час) прожарювання вказуються на упаковці електродів. У нашому магазині знайдеться все для зварювання, тому якщо Ви вирішите купити піч або пенал для прокалювання електродів, то ми будемо раді Вам допомогти у виборі.

Маска «хамелеон» має бути налаштована під конкретний вид роботи та величину зварювального струму. Обов'язково прочитайте паспорт або інструкцію з експлуатації до зварювальної маски. Не починайте зварювання, не переконавшись у тому, що світлофільтр справний. Деякі забувають перевести його зі становища Grind (зачистка) – отримують пристойного зайця.
 Зварювальний струм повинен бути підібраний відповідно до типу виконуваного зварювального з'єднання, не забувайте, що в нижньому положенні він завжди вищий на 20-30% ніж у стельовому і на 10-20% ніж у вертикальному. Орієнтовна сила струму вказується на коробці з електродами.
Зварювальний струм повинен бути підібраний відповідно до типу виконуваного зварювального з'єднання, не забувайте, що в нижньому положенні він завжди вищий на 20-30% ніж у стельовому і на 10-20% ніж у вертикальному. Орієнтовна сила струму вказується на коробці з електродами.
Для новачків бажано починати варити із рутилових електродів типу МР3-С.
Не варто відразу намагатися варити виріб: бак для лазні, або ставити паркан і т.д., незважаючи на те, що це взагалі не дуже і важко. Пам'ятайте, що головною зброєю солдата-новобранця є лопата, а зварювальника-початківця - кутова шліфувальна машинка, Вона ж "болгарка". Тому для того, щоб звести використання головної зброї до мінімуму надалі, починати потрібно з накладання (наплавлення) пробних валиків, щоб відчути зварювання.

Бажано для перших тренувань знайти товсту пластину металу достатнього розміру. Зачистіть болгаркою до металевого блиску поверхню металу і накладіть пробний валик у нижньому положенні кутом вперед без коливань електрода зліва направо якщо ви правша і праворуч наліво якщо шульга.
Поекспериментуйте з величиною зварювального струму та маніпуляціями електродом.
 Далі наплавляйте валики, виробляючи коливальні поперечні рухи. Зазвичай геометрія маніпуляцій електродом є варіантами, представленими на малюнку нижче. Валик повинен виходити рівним із рівномірними лусочками. Загальне правилоу професіоналів: зварювальний струм має бути максимально можливим для якісного провару та зовнішнього вигляду.
Далі наплавляйте валики, виробляючи коливальні поперечні рухи. Зазвичай геометрія маніпуляцій електродом є варіантами, представленими на малюнку нижче. Валик повинен виходити рівним із рівномірними лусочками. Загальне правилоу професіоналів: зварювальний струм має бути максимально можливим для якісного провару та зовнішнього вигляду.
Намагайтеся тримати коротку дугу, тобто. електрод повинен бути постійно 2-3 мм від зварювальної ванни, для цього його потрібно поступово плавно подавати в зону зварювання, виходячи зі швидкості та величини струму. Це теж треба відчути.
Клему заземлення або масу намагайтеся кріпити якомога ближче до місця зварювання. Електрод затискайте в держаку щільно. Слідкуйте за тим, щоб огарок був не менше 10 см, не варто далі палити електрод.
Спостерігайте за зварювальною ванною. Навчіться відрізняти метал від шлаку. Шлак через зварювальну маску, виглядає як темні плями на сонці.

 Після закінчення зварювання акуратно обстукайте спеціальним молоточком шлак. Підкреслюю акуратно, не варто довбати з усієї дурниці, випадків попадання шлаку, що не охолонув, на відкриті ділянкишкіри і в очі достатньо, причому, як правило, страждають саме новачки. Якщо у Вас маска «хамелеон», тоді бажано її взагалі не піднімати при даній операції.
Після закінчення зварювання акуратно обстукайте спеціальним молоточком шлак. Підкреслюю акуратно, не варто довбати з усієї дурниці, випадків попадання шлаку, що не охолонув, на відкриті ділянкишкіри і в очі достатньо, причому, як правило, страждають саме новачки. Якщо у Вас маска «хамелеон», тоді бажано її взагалі не піднімати при даній операції.
Запалюйте зварювальний електрод або легким постукуванням, або «черком» як сірник.
Якщо електрод прилип і після того, як ви його відірвали, не запалюється, то необхідно потихеньку обламати обмазку руками, тому що в таких випадках зазвичай згоряє стрижень електрода. Якщо ви стукатимете електродом, що є сечі, то навпаки обмазка відлетить більше, ніж треба і залишиться голий стрижень, і знову ймовірність залипання збільшиться в геометричній прогресії.

Також рекомендуємо поекспериментувати з крутилкою Arc Force (форсаж дуги) на зварювальному апараті. Вона призначена для регулювання жорсткості дуги. «М'яка дуга» забезпечує мале розбризкування при дрібнокрапельному перенесенні, а «жорстка» дозволяє отримати глибоке проплавлення зварного шва. Також регулювання Arc Force багато зварювальників «в темі» використовують для запобігання залипанню електрода. Зазвичай у разі на початку зварювання викручують її на повну, а після розпалювання дуги повертають у необхідне становище.

Наступний етап курсу молодого бійця – вертикальні валики.
Прихоплюємо пластину, наприклад парканним стовпом, і пробуємо покласти вертикальний шов. Напрямок зварювання знизу нагору. Якщо електроди рутилові, то зварювання виробляється у «відрив», інакше зварювальна ванна «потече».
У принципі, якщо Ви успішно виконали наплавку у вертикальному положенні, то можна потихеньку приступати до «заборобудування». Для любителів-початківців цього буде достатньо, а решті навчитеся «в бою».
Але для особливо допитливих можна попрактикуватися в горизонтальних та стельових положеннях.
Звичайно, мало у кого відразу вдасться добре наплавити валик у стельовому положенні, проте це дасть Вам їжу для роздумів, як формується зварний шов, як поводиться метал при зварюванні і т.д.
Для успішного «заборобудування» необхідне не тільки володіння зварюванням, але правильним припасуванням, підготовкою під зварювання.
Врахуйте, що при зварюванні метал завжди «стискається», також його веде в той бік, з якого ви варите. Враховуйте повідки та стягування при зварюванні, так як це може позначитися на розмірах Ваших конструкцій. Рекомендуємо по можливості збирати конструкцію на прихватках, застосовувати спеціальні пристрої (струбцини і т.д.), далі після цього добре перевірити розміри і геометрію, а обварювати «намертво» конструкцію в самому кінці. Якщо шов довгий, то раджу варити його від центру до кінців короткими швами «в розбіжність», в шаховому порядку, якщо шов двосторонній. Принцип «сім разів відміряй, один відріж» - у разі зварювальних робіт актуальний як ніколи. Це допоможе уникнути проблем, описаних вище.
Якщо щось не виходить, не впадайте у відчай - обов'язково вийде пізніше. Зварювання любить терплячих та наполегливих, вчить бути такими. У будь-якому випадку, ТД «ДОКА» бажає Вам удачі!

Не секрет, що багато хто вчився зварюванню самостійно. Таких людей справді велика кількість, і багато хто з них з високою ефективністю можуть використовувати отримані в домашніх умовах практичні навички. Проте іноді краще спочатку набратися теоретичних знань перед тим, як переходити до справи. Поговоримо про те, що таке зварювання для початківців, чим вона характеризується, і чому новачкам найкраще скористатися інвертером.
Коротко про зварювальні інвертори
Інвертор - електронний Досить точний, економічний та простий у використанні. Основне навантаження під час роботи посідає зварювальну мережу. Переваги інвертора, особливо для новачків, полягають у тому, що вони мають накопичувальні конденсатори. Вони необхідні набору певної кількості електрозаряду, що забезпечує безперебійну роботу. Багато хто напевно помічав, що при роботі зі старими зварювальними апаратами напруга в мережі починає різко стрибати. У таких умовах може згоріти якийсь побутовий прилад. Так от, за такого недоліку немає. Крім того, забезпечується плавний пуск дуги, що необхідне забезпечення якості шва.

Трохи теорії
При з'єднанні металевих деталейпротікає дуже багато процесів. Більшість їх приховані від людських очей, інші є явними. Так сам процес зварювання можна умовно розділити на кілька простих етапів. На першому утворюється дуга, що свідчить про замикання електрода та металу. На другій стадії створюється висока температура (до 7 тисяч градусів), що дозволяє розплавити будь-який метал. В результаті плавлення електрода та кромок металевих виробів відбувається з'єднання – отримання. На цьому процес закінчується. Велику роль відіграє електрод. Він складається із сплаву, на поверхню якого нанесений порошковий склад. Порошок використовується підтримки рівномірного горіння дуги, а сам електрод необхідний освіти зварювальної ванни без кисню.
для початківців: покрокова інструкція
Перш ніж розпочати виконання робіт, знадобиться мінімальна амуніція. Так, не рекомендується виконувати роботи без спеціального захисного шолома та грубих рукавичок. Ну і крім цього бажано мати стареньку куртку з грубої бавовняної (наприклад, джинсової) тканини, яка не горітиме від попадання іскри.

Далі необхідно налаштувати зварювальний струм та правильно вибрати електрод. Для інверторного зварюванняпідходять вироби діаметром 2-5 мм. Зварювальний струм встановлюється виходячи з товщини оброблюваної деталі та матеріалу. Щоб уникнути залипання електрод до оброблюваної поверхні, підноситься плавно. Після цього можна підключати клему маси до деталі.
Процес зварювання починається із підпалу дуги. Електрод по відношенню до поверхні підноситься під невеликим кутом. Для його активації необхідно кілька разів доторкнутися до поверхні, що зварюється. В процесі роботи електрод потрібно тримати на відстані його діаметра від поверхні. В принципі, зварювання інвертором для початківців досить просте. Зараз ходімо далі.

Контроль зазору
Велике значення під час виконання зварювальних робіт має дуговий проміжок. Даний зазор - це відстань між електродом та металом, який утворюється під час виконання зварювальних робіт. Якщо відстань буде недостатньою, то шов вийде опуклим, оскільки метал у місці з'єднання не встигне прогрітися. Якщо ж зазор занадто великий, це призведе до нестабільної дуги, що, своєю чергою, загрожує низькою якістюшва. Зокрема, з'єднання виходить кривим.
Для хорошого проварювання та якісного шва необхідно вибрати оптимальний зазор. Можна сміливо говорити про те, що навчитися дотримуватися постійної правильної відстані і є найбільш складною навичкою. Але якщо ви навчитеся це робити, незабаром дугове зварювання для початківців перетвориться на зварювання для професіоналів. Не забувайте про те, що в процесі електрод поступово плавиться, отже, якщо його не рухати, зазор буде збільшуватися. Слідкуйте за цим уважніше, і все буде гаразд.
Формування правильного шва
Хотілося б відзначити, що для початківців має на увазі не лише дотримання необхідного зазору. Тут є ще кілька важливих вимог, яких бажано дотримуватися:
- швидкість та електрода;
- сила струму;
- кут нахилу електрода.
Змінюється під час роботи з різними матеріалами. Саме тому в одних випадках електрод ведуть швидко, в інших навпаки - повільно. При цьому товщина металу, що з'єднується, впливає на силу струму. Чим товстіший виріб, тим більше струм необхідно подавати на електрод. А від кута нахилу електрода залежить товщина шва та проварюваність. Все це необхідно враховувати під час виконання робіт. В принципі, ручне зварюваннядля початківців нескладних деталей під силу кожному. Досвід прийде тільки якщо постійно практикуватися і тренуватися, створюючи все більш складні шви.

Про полярність при зварюванні
Необхідно розуміти, що існує пряма та зворотна полярність. Якщо ми маємо справу з першою, то введення тепла в металевий виріб підвищується. Отже, утворюється тонка, але досить глибока зона розплавлення. Така технологія використовується при точній обробці досить товстих листів.
Якщо потрібно створити якісний шов на тонкому листі, то використовується зворотна полярність. Вона характерна тим, що відбувається знижений введення тепла у виріб, отже, шов виходить широким, але не надто глибоким. В даний час активно застосовуються обидві технології. Цілком можливо, що зварювальникові-початківцю на початку шляху не має сенсу розбиратися з полярністю, але після виконання деяких з'єднань дані знання прийдуть дуже до речі.

для початківців: робота з тонкими листами
Як було зазначено трохи вище, з тонкими металевими виробами необхідно працювати при зворотної полярності. Це пов'язано з тим, що їх досить легко пропалити, що зіпсує заготівлю. Зворотна полярність встановлюється безпосередньо на інвертор. При цьому сила струму також знижується до нормальної. Електроди в такому випадку приєднуються плюсом до інвертора, а "мінусом", відповідно, до металевого листа. Це дозволить отримувати шви високої якості та не пропалити лист. Проте, якщо ви є початківцем, необхідно вибирати робоче місце так, щоб шов вам був видно. У цьому випадку ви можете контролювати процес. З часом ви виконуватимете роботи на автоматі, але це прийде тільки з великим досвідом.

Висновок
Ось ми і поговорили з вами про те, що таке і як виконується зварювання інвертором для початківців. «Ресанта», наприклад, - це зварювальне обладнання хорошої якості. При цьому воно ідеально підходить для початківців. Зумовлено це винятковою простотою використання. У лінійці є моделі, які більше підходять для аматорського зварювання, а є дорогі професійні інвертори. Останній варіант навряд чи підійде новачкові. Таке обладнання найчастіше використовується в промисловості.
Звичайно, якщо ви збираєтеся працювати зварювальником, то вам знадобиться інвертор для професіоналів. Коштує він, звісно, чимало, але дозволяє виконувати зварювальні роботиз різними матеріалами. Не забувайте про засоби особистого захисту. Не можна дивитися без спеціальних окулярів чи маски на дугу. По-перше, від цього дуже втомлюються очі, по-друге, це негативно впливає на зір. Саме тому маску необхідно використати обов'язково. В принципі, це все, що можна розповісти про інверторне зварювання для новачків. Тут немає нічого складного, але необхідно суворо дотримуватися технології, і тоді шов буде міцним і якісним.
Чудовий Строитель.ru представляє вам докладний опис зварювання інвертором. Інвертор є зварювальним апаратом, яким можна з'єднати металеві листи під впливом електричного розряду. Зварювальні інвертори стали справжнім стрибком у галузі зварювальних апаратів, оскільки старі трансформатори є досить важкими та складними у застосуванні. Інвертор доступний для роботи будь-кому, достатньо знати деякі принципи здійснення за допомогою його зварювального процесу. Велика перевага в тому, що при зварюванні інвертором спостерігається менше розбризкування, ніж при зварюванні від трансформатора.

Відмінною особливістю інвертора є, перш за все, його мала вага та максимальні можливості, за допомогою яких йому доступні такі роботи, які раніше виконувались складними та важкими агрегатами. Електроенергія, що споживається цим невеликим апаратом, спрямовується виключно на роботу дуги, за допомогою якої здійснюється безпосередній зварювальний процес.
Устаткування малочутливе до перепадів напруги в електромережі, які спостерігаються в сільскої місцевості. Якщо у вас у приватному будинку спостерігають перепади, при покупці зверніть увагу на напругу, що рекомендується в паспорті інвертора. Деякі джерела дозволяють виконувати зварювання електродом d =3 мм навіть за 185 В напруги в мережі.
Думка зварювальників-професіоналів однозначна: за допомогою інвертора легше тримати зварювальну дугу та отримати гарний якісний шов.
Перед початком зварювання інвертором або ази електрозварювання
Інверторні зварювальні апарати дуже економічні та максимально зручні в експлуатації, що дуже важливо особливо для тих, кого цікавить зварювання інвертором для початківців. Які основи зварювання інвертором, техніка роботи з ним важлива для початківця? Насамперед варто відзначити принцип роботи інвертора. Оскільки інвертор – це електронний зварювальний апарат, основне навантаження роботи з ним лягає на електричну мережу. Порівняно зі старими зварювальними апаратами, включення в роботу яких відбувається сильний та максимальний поштовх електроенергії, внаслідок якого відбуваються відключення електричної мережівсього селища, інвертор має накопичувальні конденсатори, які накопичують електроенергію і забезпечують, по-перше, безперебійну роботу електромережі, а по-друге, м'яко розпалюють електричну дугу інвертора. У досить доступній формі уроки зварювання інвертором можна опанувати і самостійно. А якщо у вас постало питання, як навчитися варити інверторним зварюванням, то ми можемо надати вам кілька корисних порад, на що в першу чергу варто звернути увагу перед виробництвом зварювання. Дуже важливим моментомє і той факт, що чим більший діаметр електродів, тим більше електроенергії він споживає. Тому якщо ви вирішили перевірити свій інвертор у роботі, варто приблизно розрахувати максимальну кількість електроенергії, що споживається, апаратом, щоб не спалити побутову технікуу сусідів. Крім того, для кожного діаметра електрода показано мінімальну силу струму, тобто якщо спробувати зменшити силу струму, то шов не вийде. Якщо ви вирішили поекспериментувати та підвищити силу струму, то шов вийде, проте електрод занадто швидко згорятиме.
Інвертор: зовнішній огляд обладнання
Інвертор, що продається торговельною мережею, зовні нагадує ящик. Його вага залежить від потужності апарату: 3 – 7 кг. Перенесення обладнання виконується за допомогою ременя або ручки. Охолодження виконується через вентиляційні отвори у корпусі.

На поверхню обладнання виведені наступні рукоятки та індикатори керування:
увімкнення та вимикання апарата виконується тумблером,
величина струму та напруги виставляється ручками на передній панелі,
на панелі є індикатори, які інформують про подачу живлення та перегрівання обладнання,
попереду на панелі розташовані виходи, позначені написами "+" та "-".
Додатково до комплекту входить два кабелі. Один із них закінчується тримачем для електрода. На другому є затискач за формою нагадує прищіпку для закріплення на зварювання виріб. Підключення зварювального обладнання здійснюється через гніздо, що знаходиться на задній панелі апарата.
Ази електрозварювання
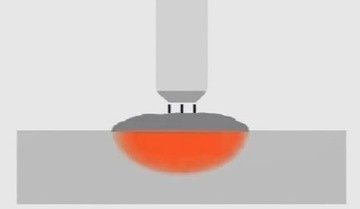
Щоб розібратися, що відбувається під час зварювання, достатньо подивитися на запропоновану картинку.

Дуга утворюється від контакту металевої частини електрода і металу, що зварюється. Під дією температури дуги починається плавитися як метал, що зварюється, так і електрод. Розплавлена частина металу, що зварюється, і металевий стрижень електрода в місці дуги утворюють ванну. Обмазування електрода розплавляється. Частина її перетворюється на газоподібний станта закриває ванну від кисню.
Залишилася в рідкому станіобмазка електрода знаходиться зверху рідкого металу, захищає металу від кисню повітря в момент зварювання та під час охолодження.
Після того, як зварювання завершилося і метал охолоне, рідка частина обмазки перетворюється на шлак, який покриває шов із зовнішнього боку. Після повного остигання шлак легко видаляється при постукуванні молотком.
Електрод під час зварювання плавиться. Для того, щоб дуга не гасла, необхідно витримати постійну відстань між електродом і металом, так звану довжину дуги. Це виходить за рахунок подачі електрода до зони зварювання з однаковою швидкістю. При цьому намагатися вести електрод по стику зварного шва.
Додаткове відео на тему:
Урок зварювання інвертором для початківців (покрокова інструкція)
1. Для початку роботи зі зварюванням потрібно мати захисні елементи, а саме:
- рукавички із грубої тканини (не гумові);
- Для захисту очей обов'язково придбайте зварювальну маску із встановленим захисним фільтром, який підбирається з урахуванням величини зварювального струму. Найзручніше для зварювання застосовувати маску хамелеон. Фільтр, що використовується в ній, розпізнає дугу і затемняється під її параметри. Зверніть увагу, якщо низьких температурахфільтр не встигає вчасно спрацювати, за температури нижче -100С маска хамелеон не забезпечує захист;
- груба куртка та штани з натурального щільного матеріалу, який не спалахує від іскор у процесі зварювання. Одяг повинен надійно закривати шию, має довгі рукави, що застібаються, захищають руки;
закрите шкіряне взуття на товстій підошві.

2. Але одного апарату для початку зварювання недостатньо. Зварювальні роботи вимагають наявності індивідуальних засобівзахисту та підготовчих заходів спрямованих на створення безпечних умов. Підготовка місця полягає в наступному:
Забезпечте на столі вільний простірдля виконання зварювання. Заберіть все зайве, куди можуть потрапити бризки.
Забезпечте якісне освітленнямісця виконання работ.
Зварювальні роботи виконуються стоячи на дерев'яний настил, що захищає від ураження електричним струмом.
3. Налаштовуємо зварювальний струм та вибираємо електрод. Використовуємо електроди для інверторного зварювання від 2 до 5 мм.Виставляємо зварювальний струм залежно від товщини деталей і матеріалу, що зварюється. Зазвичай на корпусі інвертора вказується яка має бути сила цього струму.
4. Якщо перед вами електроди, які ви купили в торговельній мережі, ви впевнені в їх якості, цей розділ можете пропустити. Наведена інформація допоможе підготувати до роботи електроди, які зберігалися в умовах неопалюваного вологого приміщення. Щоб забезпечити якісне зварне з'єднання, їх необхідно висушити протягом 2-3 годин при температурі 2000С. Для цієї мети можна скористатися старою електричною духовкою.
Електроди вибирають строго орієнтуючись на марку матеріалів, що зварюються. Для навчання можна скористатися найпоширенішими: АНО чи МР.
5. Підключаємо клему маси до поверхні, що зварюється (виділено червоним).

6. Для того щоб з'єднання зварюванням вийшло надійним і якісним, перед початком роботи зварюваний метал необхідно підготувати:
- Повністю видалити іржу з кромок металевою щіткою.
- Обробіть крайки розчинником: бензином, уайт-спіритом.
- Під час підготовки зверніть увагу на неприпустимість наявності на кромках жиру, лакофарбових виробів.
7. Навчання краще починати з виконання швів у вигляді валика на листі металу великої товщини. Перший шов виконуйте на металі, який покладете на горизонтальну поверхнюфони. Прокресліть крейдою на металі пряму лінію, по ній прокладатимете валик і орієнтуватиметеся в процесі роботи. Процес зварювання починається з підпалу дуги.Є два способи розпалювання зварювальної дуги:
- цвіркання про метал, як при запаленні сірника,
- постукуванням об поверхню металу.
Можна спробувати запалити та утримати дугу обома методами. Бажано при розпалюванні не залишати сліди поза зоною зварювання. Дуга утворюється від контакту електрода та металу. Зварювальник відводить електрод на зовсім невелику відстань, що відповідає довжині дуги і починає зварювання.

8.Приступаємо до зварювання.
У нас вийде зварювальний шов. Окаліну (накип металу зверху шва) прибираємо постукуванням невеликим молоточком (або іншим твердим і важким предметом).

9. Ось, що приблизно маємо вийти.

Дивимося відео:
Контроль дугового проміжку
Що таке дуговий проміжок чи довжина дуги? Це зазор, який утворюється у процесі зварювання між електродом та металом. Основи зварювальної справи свідчать, що важливим моментом є постійний контроль та підтримка однакової величини цього проміжку.
Коротка дуга

При короткій дузі, близько 1 мм, метал розігрівається на невелику по ширині зону і виходить шов опуклий. У місці з'єднання металу та шва можлива поява такого дефекту як підріз. Це невелика канавка біля шва, і йому паралельна. Підріз зменшує характеристики міцності шва.
Довга дуга

За довгої дуги важко забезпечити її стабільність. Дуга погано захищена від повітря атмосфери, що менш прогріває метал і виходить шов недостатньої глибини.
Нормальна дуга

Забезпечення постійного проміжку нормальної величини приведе до формування нормального шва, що має хороший провар. Нормальна величина дуги становить 2-3 мм.
Популярні помилки початківців при зварюванні:
Навчившись керувати завдовжки дуги, можна забезпечити оптимальний результат. Дуга утворює зварювальну ванну, коли проходить через зазор, плавлячи основний метал та електрод. Вона ж забезпечує перенесення у ванну металу, що наплавляється.
Як правильно сформувати зварювальний шов та які бувають дефекти
Як навчитися варити зварювальним апаратом та уникати дефектів? При швидкому русі електрода у процесі зварювання утворюється дефектний шов. Лінія ванни розташована нижче ніж поверхня основного металу. Якщо дуга інтенсивно і глибоко проникає в основний метал, вона штовхає назад ванну і утворює шов. Тому в процесі зварювання важливо стежити, щоб шов був на рівні металу. Отримання необхідного по глибині якісного шва забезпечується вмінням зварювальника. Крім поступального руху вздовж зварювальної кромки він виконує поперечні рухи для забезпечення провару та отримання необхідної ширини шва. Вибір, які рухи виконувати – особиста справа зварювальника. За товщини металу до 4 мм європейські стандарти радять поперечні рухи не виконувати.
Ванна слідує за теплом – це необхідно пам'ятати, змінюючи напрямок при зварювальних роботах.  Формування підрізу відбувається, коли металу електрода недостатньо, щоб повністю заповнити ванну під час руху впоперек. Щоб не допустити утворення такої бічної канавки (підрізу), потрібно контролювати зовнішні межі, ретельно стежити за ванною і при необхідності робити її тонше.
Формування підрізу відбувається, коли металу електрода недостатньо, щоб повністю заповнити ванну під час руху впоперек. Щоб не допустити утворення такої бічної канавки (підрізу), потрібно контролювати зовнішні межі, ретельно стежити за ванною і при необхідності робити її тонше.
Коли електрод трохи нахилений, вся сила прямує назад і шов піднімається (спливає). 
Коли електрод у процесі зварювання нахилений занадто сильно, сила прикладається у напрямку шва, що не дає нормально керувати ванною.
При необхідності одержати плоский шов або зрушити назад ванну використовують нахили електрода під різним кутом. Робота починається з кута від 45 ° до 90 °, так як такий кут дозволяє спостерігати за ванною та нормально виконувати зварювання.
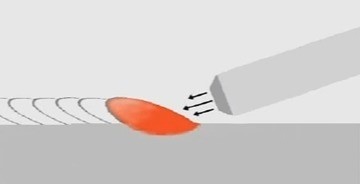
Зварювальник під час роботи подає електрод у зону зварювання з певним нахилом. Розрізняють зварювання кутом уперед та кутом назад. Цей технологічний прийом дає змогу регулювати параметри шва.
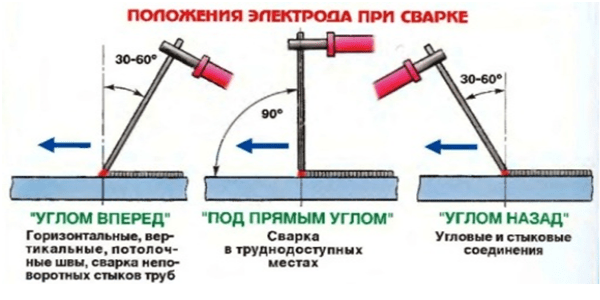
При зварюванні кутом вперед виходить менший шов по глибині, але ширше, що зручно для тонкого металу. Зварювання товстого металу виконують кутом назад, забезпечується більший прогрів металу по глибині. При виконанні робіт бажано витримувати вказані на малюнку кути. Синьою великою стрілкою показано напрямок зварювання – рух зварного шва.
Додаткове відео на тему:
Пряма та зворотна полярність при зварюванні інвертором
Процес розплавлення металу під час зварювання відбувається під дією тепла дуги, яка утворилася між електродом і металом в результаті підключення металу та електрода до протилежних клем зварювального апарату.
Існують два варіанти проведення зварювальних робіт, що відрізняються порядком підключення, що отримали назву зварювання на прямій та зворотній полярності. При прямій полярності електрод підключається до мінуса, а метал до плюсу, відбувається знижене введення тепла в метал. Зона розплавлення вузька, водночас глибока.
При зворотній полярності до плюсу підключений електрод, а метал до мінусу відбувається знижений введення тепла у виріб. Зона розплавлення досить широка, але з глибока. Можна спостерігати ефект катодного очищення поверхні, що зварюється.
Яку полярність при зварюванні вибрати? Зварювання виконується як на прямій, так і зворотній полярності. При виборі враховується те що, що більше нагрівається елемент мережі, підключений до плюсу. Забарвлена на малюнку червоним кольором область при зварюванні нагрівається найбільше.
Виконуючи зварювання тонкого металу, його бояться перегріти і пропалити. До виробу підключають мінус і варять на зворотній полярності. На прямій полярності вариться товстий метал.
Вплив швидкості подачі електрода
Швидкість зварювання та подачі електрода повинна забезпечувати надходження достатньої кількості розплавленого металу до зони зварювання. Нестача металу призводить до підрізу.
При швидкому переміщенні електрода вздовж шва, потужності дуги не вистачає для прогріву металу, шов виходить неглибокий, лежить зверху металу, не проплавивши кромки, що зварюються. При повільному просуванні електрода, спостерігається перегрів основного та електродного металу, можливе пропалювання поверхні та деформація тонкого металу.
Вплив сили струму
Силу струму встановлюють на інверторі, згідно з даними, наведеними в таблиці. Як бачите, дані ймовірні.

Сила струму та швидкість руху надають комплексний вплив на зварний шов. Великий струм збільшує глибину проплавлення та дозволяє збільшити швидкість руху електрода. При оптимальній відповідності сили струму і швидкості шов виходить в міру опуклий і красивий, що забезпечує необхідну глибину провару кромок, що зварюються.
Зварювальний процес інвертором тонких металевих листів
 На що ще потрібно звернути увагу на проведення зварювального процесу? на полярність електронів. Це основи зварювальної справи. При зварювальному процесі постійним струмом є негативний та позитивний заряд джерела. Говорячи про те, як правильно підключити зварювальний інвертор, в першу чергу потрібно визначитися який заряд куди підключити, виходячи з того, що якщо позитивний заряд має матеріал, який потрібно зварити, він нагріватися буде більше. Якщо позитивний заряд під'єднати до електрода, він буде більше нагріватися і горіти. Типовою є зворотна полярність при зварюванні інвертором, оскільки передбачається зварювання тонких металевих листів, які легко пропалити. Тому якщо вас насамперед цікавить зварювання інвертором тонкого металу, варто звернути особливу увагувстановлення зворотної полярності інвертора, і навіть на нормальну силу струму. Електроди для інверторного зварювання тонкого металу підключаються плюсом до дуги інвертора, а мінусом до металевого листа.
На що ще потрібно звернути увагу на проведення зварювального процесу? на полярність електронів. Це основи зварювальної справи. При зварювальному процесі постійним струмом є негативний та позитивний заряд джерела. Говорячи про те, як правильно підключити зварювальний інвертор, в першу чергу потрібно визначитися який заряд куди підключити, виходячи з того, що якщо позитивний заряд має матеріал, який потрібно зварити, він нагріватися буде більше. Якщо позитивний заряд під'єднати до електрода, він буде більше нагріватися і горіти. Типовою є зворотна полярність при зварюванні інвертором, оскільки передбачається зварювання тонких металевих листів, які легко пропалити. Тому якщо вас насамперед цікавить зварювання інвертором тонкого металу, варто звернути особливу увагувстановлення зворотної полярності інвертора, і навіть на нормальну силу струму. Електроди для інверторного зварювання тонкого металу підключаються плюсом до дуги інвертора, а мінусом до металевого листа.
У разі приватного будинку більше значення має саме зварювання тонких деталей. Тому що найменші помилки можуть призвести до пропалювання металу. Перш ніж приступити до робіт з тонкими деталями, постарайтеся освоїти основні шви на металі великої товщини.
- Зварювання виконуйте на мінімальній рекомендованій величині сили струму.
- Шов виконуйте кутом уперед.
- Зварювання обов'язково виконуйте на зворотній полярності.
- Велика проблема під час зварювання тонкого металу - деформація деталі. Для того, щоб її зменшити, закріпіть деталі під час зварювання.
- При виконанні прихваток на довгих виробах більше 0,5 м починайте ставити від середини виробу до країв.
Найпоширенішим запитом в мережі інтернет для тих, хто хоче навчитися роботі інвертором, є «зварювання інвертором для відео-початківців». Ми надаємо на сторінках свого сайту унікальне відео, на якому ви зможете переглянути всі принципи роботи інвертором для початківця.
А ми дозволимо собі ще кілька порад щодо навчання зварювального процесу інвертором:

Ще відео на тему:
Вивчіть відео, як правильно працювати зварювальним інвертором і, ми впевнені, що для вас зварювальний процес не складе труднощів. Перш ніж переглянути відео, уважно прочитайте опис зварювання, який написано у нас у статті.
Відео-уроки зварювання інвертором:
І насамкінець, як грамотно вибрати зварювальний інвертор?
Рекомендуємо вам ще:
Коментарі:
Facebook (X)
ВКонтакте (0 )
Звичайні (37 )
- Анатолій
Дуже хороша та корисна стаття! Мені просто сподобалося її читати, дякую за настільки детальний розбіррізних нюансів у зварній справі. Практикуватимемося!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставивши рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадите.
- Дмитро
Зварювальник Київ, зварювальні роботи по доступним цінам
Якщо потрібна допомога пишіть, тут у коментарі завжди допоможемо) - Антон
Щиро Дякую!!!
- Валерій Анатолійович
Дуже корисне відео для початківців, корисна інформаціязагалом і корисний сайт! Дякую! Успіхів у Вашій роботі!
- Тетяна
Мені потрібен майстер, який приварив би металевий вінець до окладу ікони. Метал-латунь.
- Соня
Дякую, стаття дуже сподобалася і коментарі теж
- Олександр (Прораб)
Дорогі друзі, за цей місяць цю статтю було переглянуто 8272 рази, що є високим показником. Будь ласка, рекомендуйте статтю своїм друзям в соціальних мережах, щоб принести ще більше користі початківцям зварювальникам.
- Олександр
підкажіть будь ласка за полярністю. + на електрод підключати або на масу. а то скрізь по-різному пишуть. навпаки написано + електрод - маса.
- Дмитро
Чоловіки, хочу сказати наступне, практика зварювання металу у мене достатня. Сьогодні варю метал як із пластиліну виробу ліплю, легко можу електродом трієчкою, в стелі, заварити дірку діаметром 40-100мм без латки ну і так далі, коротше в задоволення. Таке вміння, а це сталося років 18 тому, отримав, як тільки почав бачити і розрізняти колір металу під час нагрівання дугою. Тому вважаю найважливішим умінням під час горіння дуги: 1. відрізняти шлак від металу. 2. бачити температуру нагрівання металу за його кольором. Навчіться даним речам і ви шаленієте як все легко і просто.
Щоб мати можливість у будь-який час здійснювати у домашній майстерні або на присадибній ділянціроботи, пов'язані зі з'єднанням елементів металевих конструкційДостатньо придбати сучасний зварювальний апарат і дізнатися, як варити зварювальним інвертором.
Зварювальні роботи вже давно набули широкого поширення не тільки на серйозному виробництві, а й у побуті
Конструкція та переваги інверторних зварювальних апаратів
Велика популярність інверторного обладнання у домашніх майстрів пояснюється тим, що за допомогою таких компактних апаратів, що відрізняються також і невеликою вагою, можна виконувати якісні, надійні та акуратні зварні з'єднання навіть не маючи високої кваліфікації.
Конструкція будь-якого зварювального інвертора складається з таких елементів, як:
- блок живлення з випрямляючим блоком та фільтром;
- інверторний блок, що перетворює постійний струм у високочастотний змінний;
- трансформатор зниження величини напруги високочастотного струму;
- силовий випрямляч, призначений для отримання постійного струму на виході пристрою;
- електронний блок, що виконує функції керування пристроєм.

Інноваційні технології, реалізовані в конструкції інверторів, дозволяють без особливих проблем отримувати зварні якісні з'єднання. Такі апарати через свою компактність не займають багато місця, а завдяки легкої ваги(5–15 кг) їх без особливих зусиль можна переміщати куди завгодно.
Якщо навчитися правильно працювати, з його допомогою можна варити будь-які конструкції з металу. У комплект до кожного нового інвертора прикладається інструкція, з якої власник обладнання може почерпнути багато корисних відомостей: як правильно підключити пристрій, який вибрати електрод для того, щоб варити вироби з того або іншого металу та ін.

Схеми руху електрода в залежності від типу шва (натисніть для збільшення)
Однак нерідко до рук домашнього майстра потрапляє інверторний апарат, інструкція на який не перекладена російською мовою або взагалі відсутня. Дуже важливо навчитися правильно, тому що при діях навмання буде складно якісно варити метал. Крім того, можна зіткнутися з виходом ладного обладнання.
Однак, якщо дотримуватися загальноприйнятих правил, можна працювати на будь-яких моделях інверторів та ефективно вирішувати всі поставлені завдання. Уважно вивчивши ці правила, подивіться навчальне відео, яке допоможе підкріпити наочним теоретичний матеріал.
Як підготувати обладнання до роботи
Перед тим як ви почнете варити метал, підготуйте все необхідне обладнання, щоб забезпечити свою безпеку: зварювальну маску, спеціальний одяг із щільної тканини, робоче взуття та рукавички, які також мають бути виконані із щільного матеріалу.

Для того, щоб зварний шов вийшов якісним, необхідно правильно підібрати електроди. Їх тип і діаметр вибираються в залежності від металу, з якого виготовлені деталі, що з'єднуються, від товщини останніх, а також від режимів виконання зварювання. Оскільки поверхні заготовок, які потрібно зварювати, необхідно ретельно зачистити, вам також необхідно підготувати щітку із щетинками із металевого дроту.
Перед тим як підключити інвертор до електричної мережі, треба перевірити, чи параметри мережі відповідають характеристикам обладнання, що підключається.
До таких параметрів відносяться сила електричного струмуі величина напруги, яка повинна бути в інтервалі, обумовленому в паспорті на інвертор. Підключати апарат до мережі живлення слід через автомат, який запобіжить поломці обладнання, якщо в його електричного ланцюгастанеться коротке замиканняабо величина напруги різко збільшиться з іншої причини.

Перед початком зварювання необхідно подбати про стан робочого майданчика. Інвертор слід встановити на рівну поверхню, а навколо його корпусу має бути достатньо простору для того, щоб забезпечити вільний рух повітря, за рахунок якого відбувається природна вентиляціяпристрої. Не слід накривати корпус апарату тканиною, яка обмежить надходження повітря до вентиляційних ґрат.
Процес зварювання супроводжується високою температурою і розбризкуванням розплавленого металу, тому на робочому майданчику не повинно бути ніяких легкозаймистих, вогне- та вибухонебезпечних речовин.

Після того як усі підготовчі заходивиконані, вимоги щодо безпеки дотримані, можна приступати до наступних дій:
- підключення силового кабелю та кабелю маси до відповідних роз'ємів інвертора;
- фіксації кабелю маси на деталях, які належить варити (для цього використовується спеціальний затискач);
- підключення апарату до мережі живлення та виставлення на ньому робочих режимів зварювання;
- фіксації електрода у зварювальному тримачі.
Послідовність та правильність виконання таких дій добре демонструє навчальне відео. Тепер, коли інвертор підключений до електромережі, а електрод у його власнику готовий до роботи, можна приступати до виконання зварювання.
Особливості виконання зварювальних робіт за допомогою інверторних пристроїв
Перше, що потрібно зробити, щоб почати варити за допомогою інвертора, - це запалити електричну дугу між поверхнею деталі і кінчиком електрода. Для цього останнім здійснюють рух по поверхні заготовки, в результаті чого повинен з'явитися яскравий спалах. Метал у зоні дії дуги почне плавитися. Навчитися правильно запалювати дугу і робити це швидко можна, переглянувши навчальне відео.
Виконуючи зварювання, важливо стежити за довжиною дуги, яка повинна приблизно відповідати діаметру електрода, що використовується (у такому випадку деталі будуть рівномірно проплавлятися, що дозволить сформувати якісний зварний шов). Слідкувати за тим, щоб таке проплавлення проходило рівномірно, необхідно протягом усього процесу зварювання.
На якість та надійність зварного шва впливає і полярність підключення силового кабелю інвертора та кабелю маси. Щоб правильно вибрати таку полярність, необхідно точно знати, з якого матеріалу виготовлені деталі, що з'єднуються. Більшість марок сталей та інших металів краще варити на прямій полярності, лише деякі сплави поєднують на зворотній.

Конструкція сучасних зварювальних інверторів забезпечує плавне та ефективне регулюванняробочого струму, що робить роботу з такими пристроями простою та комфортною навіть для початківців зварювальників. Судити про те, що зварювальний струм вибраний неправильно, можна за низкою факторів. Так, якщо він дуже малий, то зварний шов виходить дуже опуклим і вузьким, деталі в таких випадках погано проплавляються. Якщо струм занадто великий, то відбувається інтенсивне розбризкування розплавленого металу, а на поверхні деталей, що з'єднуються, можуть з'явитися пропалювання.

Залежить вибір сили зварювального струму і від того електродом якого діаметру ви збираєтеся варити. Так, при зварюванні металу товщиною від одного до трьох міліметрів електродами діаметром до 1,5 мм сила зварювального струму вибирається в інтервалі 20-60 А. У тому випадку, якщо використовуються прутки більшого діаметру, якими можна варити метал товщиною 4-5 мм, силу зварювального струму вибирають у межах 100 А.
Переглядаючи навчальне відео або стежачи за роботою кваліфікованого фахівця, зварювальники-початківці часто цікавляться, навіщо з поверхні готового зварного шва збивають шлак. Робиться це для того, щоб, по-перше, перевірити якість виконання зварного шва, а по-друге, надати готовому з'єднанню привабливого зовнішнього вигляду. На шві, очищеному від шлаку, видно всі помилки, допущені під час зварювання.

Звичайно, не варто розраховувати на те, що у початківців зварювальників (або у так званих чайників) відразу виходитимуть гарні та якісні зварні шви. Майстерність, у тому числі й у зварювальній справі, не приходить одразу після ознайомлення з теоретичним матеріалом та перегляду відео, воно напрацьовується лише досвідом.
Як правильно вибрати зварювальний інвертор та електроди для нього
Правильно підібрані електроди грають велику рольу формуванні якісного та надійного зварного з'єднання. Навчитися вибирати їх неможливо за відео, для цього слід дотримуватися загальноприйнятих рекомендацій та наступних принципів.
- При роботі з середньо-і низьковуглецевими сталями використовують вуглецеві електроди.
- Леговані сталі варять за допомогою електродів, що випускаються за ГОСТ 10052-75 та 9466-75.
- Для зварювання виробів із чавуну застосовують вироби марки ОЗЧ-2.

Класифікація електродів за тином та призначенням (натисніть для збільшення)
Зварювальний шов – один із найнадійніших способів з'єднання деталей. Він використовується в промисловості та у звичайній повсякденному житті. Кожен домашній майстер іноді користується зварюванням. Добре, якщо він вміє варити сам, проте найчастіше доводиться звертатися до фахівців. Адже зварюванню цілком можна навчитися. Починати слід із найпростішого: електрозварювання для початківців це, перш за все, навчання виконання різних швів. Більш складні роботи можна буде виконувати лише набравшись досвіду. Давайте розберемо основи технології та деякі хитрощі зварювального процесу, а також обладнання та матеріали, що використовується.
Типи зварювальних апаратів
Для правильного виборузварювального апарату необхідно врахувати всі плюси та мінуси різних типівта моделей зварювальників.
Трансформатори- Найпростіші і традиційні апарати, досить важкі за вагою, зроблені на основі понижуючого трансформатора, який доводить значення напруги до необхідного для роботи. Особливість трансформаторів полягає у роботі на змінному струмі, що створює нестабільну дугу. У поєднанні із збільшеною кількістю шлаків та газових домішок така дуга сприяє розбризкуванню металу та псує вигляд шва. Якісний шов таким апаратом може зробити досвідчений зварювальник із навичками роботи на трансформаторі.
Простий апарат, що працює на змінному струмі
Випрямлячі– зварювальники, які можуть перетворювати змінний струму постійний і знижувати напругу мережі за допомогою напівпровідникових діодів. Постійний струм дає стабільну дугу і дозволяє зробити зварювальний шов однорідним та герметичним, міцним та красивим. Випрямляч універсальний, до нього підходять усі види електродів, варити таким апаратом можна всі види металів: нержавіючу сталь, алюміній, мідь, титан, різні сплави.
Універсальний зварювальний апарат, до якого підходять усі типи електродів
Інвертори- дуже популярні, оскільки мають невелику вагу, відмінну функціональність, автоматизовані налаштування. Такі технічні характеристики дозволяють працювати на ньому новачкам. У конструкцію апарата входить ряд блоків, що перетворюють змінний струм мережі на постійний струм високої потужності. Перевагою цього виду зварювальників є:
- можливість точних налаштувань;
- виконання широкого спектра завдань;
- стабільна дуга;
- стійкість до стрибків напруги;
- висока якість зварювання, рівний шов;
- робота всіма видами електродів;
- з'єднання всіх видів металів будь-якої товщини та положення у просторі.
- має додатковими функціями, що запобігають залипанню електрода та краплі відриву;
- можливість підпалювання електрода при максимальній подачі струму;
З мінусів можна відзначити:
- необхідність частого очищення від пилу;
- обмежена довжина кабелю, що дорівнює 2,5 м;
- неможливість роботи за температури повітря нижче – 15 градусів.
Інвертор підходить для роботи зварювальникам-новачкам
Напівавтоматибувають двох типів. Перші підвищують продуктивність зварювальних робіт за рахунок безперервної подачі дроту. В цьому випадку не потрібно постійно міняти електроди. Шов виходить рівний, суцільний і без дефектів. Другі працюють у газовому середовищі, для цього використовують кисень, азот та вуглекислий газ, а також аргон та гелій. У газового зварювання є такі переваги:
- один апарат сконструйований для роботи з газом і з дротом;
- чудова якість та естетичність шва;
- стабільна пряма дуга;
- висока функціональність;
- можливість зварювання складних з'єднань.
За допомогою цього апарата можна зробити якісний зварний шов.
Що потрібно для роботи зварювальникові-початківцю
Насамперед потрібно підготувати обладнання та спецодяг.
Інструменти та засоби захисту
Обов'язково знадобиться зварювальний апарат, комплект електродів, молоток та зубило для збивання шлаку, металева щітка для очищення швів. Електроутримувач служить для затискання, утримання електрода та підведення до нього струму. Потрібен набір шаблонів для перевірки розмірів шва. Діаметр електрода підбирається в залежності від товщини листа металу. Не слід забувати про захист. Готуємо зварювальну маску зі спеціальним світлофільтром, який не пропускає інфрачервоні променіта захищає очі. Цю ж функцію виконують екрани та щитки. Брезентовий костюм, що складається з куртки з довгим рукавом і гладких штанів без відворотів, шкіряне або валяне взуття для захисту від бризок металу та рукавички або рукавиці, брезентові або замшеві з напуском на рукави. Такий прямий закритий одяг захищає зварювальника від попадання розплавленого металу на тіло.
Існують засоби спеціального захисту, які застосовуються для роботи на висоті та всередині металевих об'єктів, при роботі в положенні лежачи. У таких випадках знадобляться діелектричні чоботи, шолом, рукавички, килимок, наколінники, підлокітники, а для висотного зварювання потрібен запобіжний пояс із лямками.

Які електроди вибирати
Електроди бувають різних видів та марок. Це зумовлено необхідністю підбору металу деталей, що з'єднуються, і такого ж металу електрода.
На кожному електроді розміщено маркування, яке дає зварювальникові всю необхідну інформацію. Навчитися читати маркування нескладно.
На електродах вказано спеціальне маркування
Часто зверху вони покриті різною обмазкою, що надає електродам властивості, необхідних зварювання різних металів і умов роботи. Ось таблиця класифікації електродів за видами покриттів та особливостями застосування.
Спеціальна обмазка надає електродам особливих властивостей, необхідних для зварювання різних металів.
Класифікація електродів за типами та призначенням відображається в маркуванні виробів.
Електроди розрізняються за типами та призначенням
Види зварних швів
Сполучні зварні шви поділяються за розташуванням, міцністю, технологією, конструктивним особливостям. Види розташування швів:
- Нижній. Найпростіший і зручний завдяки силі тяжіння метал заповнює проміжок між деталями. Це найміцніший і найекономічніший шов.
- Горизонтальний. Заготовки розташовані перпендикулярно до електрода і шов йде по горизонталі. Частина металу йде зі зварювальної зони і електрод витрачається швидше.
- Вертикальна. У цьому випадку заготовки розташовані також перпендикулярно до електрода, але формування шва йде по вертикалі. Розплавлений метал прагне вниз, витрата електрода значний.
- Похилий. Рух руки зварювальника відбувається за похилою. Застосовується для кутових та таврових з'єднань.
- Стельовий шов розташований над майстром.
Поділ за конструктивною ознакою:
- Встик. Стикове з'єднання досить міцне та економічне, воно не спотворює поверхню з'єднання. Це універсальна сполука.
- Внахлест зварюють деталі, коли не вистачає простору для стикового шва. Товщина заготовок має бути не більше 8-10 мм.
- Кутовий шов рекомендується обварювати з обох боків, при цьому заготовки розташовуються під кутом один до одного. Цей шов непростий у виконанні через збільшення зони термічного впливу та великої витратиелектрод.
- Тавровий шов є кутовий шовде площини деталей приварюються перпендикулярно. Шов формується з двох сторін, він досить складний.
- Шов під електрозаклепки використовується, коли немає необхідності в герметичному шві, він найекономічніший і непомітний.
Зварювання можна вести як в один шар, так і кілька шарів для товстих заготовок.
Як навчитися варити зварюванням - посібник для початківців
Зварювання – високотемпературний процес. Для його здійснення утворюється і утримується електрична дуга від електрода до виробу, що зварюється. Під її впливом відбувається розплавлення матеріалу основи та металевого стрижня електрода. Утворюється, як кажуть фахівці, зварювальна ванна, в ній перемішується основний та електродний метал. Величина ванни, що утворюється, безпосередньо залежить від обраного режиму зварювання, просторового положення, швидкості переміщення дуги, форми і розмірів кромки і т. д. У середньому її ширина становить 8-15 мм, довжина 10-30 мм і глибина - близько 6 мм.
Покриття електрода, так звана обмазка, при розплавленні утворює особливу газову зону в районі дуги та над ванною. Вона витісняє повітря з області зварювання і перешкоджає взаємодії розплавленого металу з киснем. Крім того, в ній знаходяться пари як основного, так і електродного металів. Поверх шва утворюється шлак, який також перешкоджає взаємодії розплаву з повітрям, що негативно позначається на якості зварювання. Після поступового видалення електричної дугиметал починає кристалізуватися і утворюється шов, що поєднує деталі, що зварюються. Поверх нього розташований захисний шар шлаку, який згодом забирається.
У процесі виконання зварювального шва обмазування електрода розплавляється, утворюючи спеціальну газову зону. Усередині неї відбувається змішування металу основи та електрода
Зварювальникам-початківцям найкраще отримувати перший досвід під керівництвом фахівця, який зможе виправити можливі помилки і дати корисна порада. Починати роботу слід, надійно закріпивши деталь. З метою пожежної безпеки біля себе необхідно поставити цебро з водою. З цієї ж причини не можна виконувати зварювальні роботи на дерев'яній основі і недбало ставитись навіть до дуже невеликих залишків використаного електрода.
Підключення зварювального апарату
Щоб зварювання працювало безпечно, потрібно підключити апарат до мережі, дотримуючись таких правил:
- Спочатку необхідно перевірити напругу та частоту струму. Ці дані повинні бути однаковими в мережі та на корпусі апарата.
- Виставляємо на зварювальному апаратірозрахункове значення потужності струму, що має відповідати обраному діаметру електрода. Якщо блок налаштувань зварювальника дозволяє вибирати напругу – потрібно виставити його одразу. Підключення робиться через спеціальну вилку та наконечник із заземленням.
- Надійно кріпимо затискач «заземлення». Перевіряємо, щоб кабель був ізольований та акуратно заправлений у спеціальний тримач.
- Обов'язково перевіряємо всі з'єднання, кабелі, штепселі.
- Можна використовувати спеціальний подовжувач, який підключається без проміжних з'єднань.
- У старих будинках зі слабкою проводкою можливе падіння напруги. Воно зупиняє процес роботи та може вивести з ладу зварювальне обладнання. У цьому випадку потрібний електрогенератор, який забезпечить напругу на робочому рівні.
Зварювальний апарат влаштований просто
Як вибрати потрібний струм
Зварювальний струм є важливим показником зварювання та визначає вид та характер шва та продуктивність роботи. Чим вищий струм – тим стабільніша дуга і більша глибина проплаву. Сила струму залежить від розташування заготовок у просторі та від розміру електрода. Найбільше значеннявиставляється для зварювання горизонтальних заготовок. Для вертикальних швів значення сили струму застосовується менше на 15%, а при стельових – на 20%.
Сила струму залежить від розташування заготовок та від розміру електрода
Як запалити дугу
Перший спосіб – дотик. Для цього встановлюємо електрод під кутом близько 60 ° щодо виробу. Повільно проводимо їм поверхнею. Повинні з'явитися іскри, тепер торкаємось електродом до металу і піднімаємо його на висоту не більше 5 мм.
Якщо операцію було виконано правильно, запалиться дуга. П'ятиміліметровий зазор необхідно утримувати протягом усього зварювання. Потрібно враховувати, що при правильному зварюванні металу електрозварюванням електрод поступово вигорятиме, тому його постійно злегка наближаємо до металу. Переміщати електрод слід повільно, якщо він раптом залипне, доведеться трохи хитнути ним убік. Якщо дуга не запалюється, можливо, необхідно збільшити силу струму.
Другий спосіб - цвіркання. Потрібно піднести електрод до поверхні заготовки і чиркнути їм по деталі, ніби запалюєш сірник. Полегшити розпал електрода можна, обстукавши з краю обмазку.
Нахил та рух електрода
Після того, як без проблем виходить запалити і підтримати дугу, настав час переходити до наплавлення валика. Запалюємо дугу, повільно і плавно переміщаємо по горизонталі електрод, виконуючи їм легкі коливальні рухи. Розплавлений метал при цьому ніби «підгортається» до центру дуги. В результаті має вийти міцний шов з невеликими хвилями, утвореними наплавленим металом.
Кут нахилу електрода для зварювальника-початківця краще дотриматися близько 70 градусів, тобто з невеликим відхиленням від вертикалі. Нижче показано схему дугового зварювання.
Кут нахилу електрода близько 70 градусів
Якщо в процесі зварювання деталей електрод вигорів практично повністю, а шов ще не завершений, тимчасово припиняємо роботу. Змінюємо використаний елемент на новий, видаляємо шлак і продовжуємо роботу. На відстані близько 12 мм від поглиблення, що утворилося в кінці шва, яке ще називають кратером, запалюємо дугу. Електрод підносимо до поглиблення так, щоб утворювався сплав із металу старого та знову встановленого електрода, після чого зварювання шва триває.
У процесі зварювання електрод здійснює певні рухи, переважно поступальні, поздовжні та поперечні. З їх комбінацій складаються різні видишвів, найпоширеніші наведені на схемі
Траєкторія руху дуги в процесі зварювання деталей може здійснюватися за трьома напрямками:
- Поступальне.Передбачає переміщення дуги вздовж осі електрода. Таким чином, досить легко підтримувати стабільну довжину дуги.
- Поздовжнє.Формує нитковий зварювальний ролик, висота якого залежить від швидкості, з якої переміщається електрод, та його товщини. Це звичайний шов, але дуже тонкий. Щоб його закріпити, в процесі руху електрода вздовж шва, що зварюється, виконують ще й поперечні переміщення.
- Поперечні.Дозволяють отримувати необхідну ширину шва. Виконується шляхом коливальних рухів. Їх ширина підбирається виходячи з розмірів та положення шва, форми його оброблення тощо.
На практиці використовуються всі три основні рухи, які накладаються один на один і утворюють певну траєкторію. Існують класичні варіантиОднак у кожного майстра зазвичай «проглядається» власний почерк. Головне, щоб у ході роботи добре проплавлялися кромки елементів, що з'єднуються, і виходив шов заданої форми.
Як правило, застосовуються всі три напрямки, вони можуть накладатися один на одного та утворювати траєкторію
Виконання зварних швів
Стельовий зварювальний шов
Цей шов вважається найскладнішим, тому що ванна зварювання перевернута вгору дном і розташована над зварювальником. Електрод вибирають не більше 4 мм і відводять його трохи убік, щоб метал не розтікався. Використовують коротку дугу і сухі електроди, шов при стельовому зварюванні повинен бути тонким. Рух відбувається на себе, тому зварювальникові легше контролювати якість шва. Існує кілька способів його виконання:
- драбинкою;
- півмісяцем;
- зворотнопоступально.
Стельовий шов вважається найскладнішим
Відео: виконання стельового шва
Вертикальний
При виконанні такого шва можна вести електрод зверху донизу або знизу догори. Щоб метал не стікав, електрод слід розташовувати під нахилом 45-50 градусів донизу від перпендикулярного положення. Досвідчені зварювальники рекомендують робити цей шов одним проходом.
При виконанні вертикального шва електрод розташовується по куту 45-50 градусів.
Відео: вертикальний шов
23.03Виконання горизонтального шва
При виконанні такого шва основна складність полягає у стіканні металу донизу. Щоб вирішити цю проблему, зварювальник повинен підібрати кут нахилу електрода та швидкість проходу. Зварювання ведеться зліва направо або праворуч наліво.
При виконанні горизонтального шва потрібно правильно підібрати кут нахилу електрода та швидкість проходу
Кутовий
При формуванні кутових або таврових швів деталі розташовуються під різними кутамичовником так, щоб розплавлений метал стікав у кут. Потім прихоплюються зварюванням з обох боків, один край конструкції повинен бути трохи вищим за інший. Рух електрода починається із нижньої точки.
При кутовому зварюваннірух електрода починається з нижньої точки
Особливості зварювання трубопроводу
Дуговим електрозварюванням можна виконати вертикальний шов, який розташовується збоку труби, горизонтальний – по колу. А так само стельовий і нижній, розташовані відповідно зверху і знизу. Причому останній вважається найзручнішим у виконанні. Сталеві трубизазвичай зварюються встик з обов'язковим проваром всіх країв висотою стінок. Щоб зменшити напливи всередині труби, вибирається кут нахилу електрода величиною не більше 45° щодо горизонталі. Висота шва – 2-3 мм, ширина – 6-8 мм. При зварюванні внахлест висота шва становить близько 3 мм, а ширини – 6-8 мм.
Перш ніж почати варити трубу електрозварюванням, виконуємо підготовчі роботи:
- ретельно очищаємо деталь;
- якщо торці труби деформовані, обрізаємо або виправляємо їх;
- очищаємо кромки. Мінімум 10 мм прилеглої до кромок труби зовнішньої та внутрішньої площини зачищаємо до металевого блиску.
Тепер можна приступати до зварювання. Усі стики обробляються безперервно, до повного приварювання. Поворотні, а також неповоротні стики труб із шириною стінок до 6 мм виробляються мінімум у 2 шари. При ширині стін 6-12 мм - виконується три шари, більше 19 мм - чотири. Особливість зварювання труб у тому, що кожен шов, який накладається на стик, повинен очищатись від шлаку, після цього виконується наступний. Перший шов – найвідповідальніший. Він повинен повністю розплавити всі кромки та притуплення. Його особливо уважно розглядають щодо виявлення тріщин. Якщо вони присутні, їх виплавляють або вирубують і знову заварюють фрагмент.
Завершальний шар виконується по можливості максимально рівним із плавним переходом на основний метал
Другий і всі наступні шари виконуються при повільному провертанні труби. Кінець та початок всіх шарів обов'язково зміщують щодо попереднього шару на 15-30 мм. Завершальний шар виконується з плавним переходом на основний метал та з рівною поверхнею. Щоб поліпшити якість заварювання труб електрозварюванням, кожен наступний шар ведеться в зворотний бікщодо попереднього, а їх замикаючі точки обов'язково мають у розбіжності.
Самостійне зварювання – досить складний захід. Однак за бажання освоїти його все-таки можна. Потрібно засвоїти основні правила процесу та поступово навчитися виконувати самі прості вправи. Не треба шкодувати сили та час на освоєння азів, які стануть основою майстерності. Згодом можна буде сміливо переходити до складніших прийомів, відточуючи свої вміння.



